

作为一篇发表于《Journal of Intelligent Manufacturing》的系统性综述,Wang等(2026)的研究通过对110篇高质量文献的深度整合,构建了“多模态传感-深度学习-闭环控制”三位一体的激光粉末床熔合(LPBF)智能化技术框架。本文在原有解读基础上,进一步深化技术细节、补充量化数据对比、拆解核心算法逻辑,从“技术演进-参数细节-文献对比-落地瓶颈”四个维度,为硕博生及科研工作者提供可复现、可延伸的深度学习参考。
【论文基础索引】
论文标题:Research advances in multimodal sensing and closed-loop control technology in laser powder bed fusion process based on deep learning
核心作者:第一作者Yingqi Wang;通讯作者Hualong Xie(东北大学机械工程与自动化学院)
发表期刊/会议:Journal of Intelligent Manufacturing
发表时间:2026年(在线发表:2026年1月17日)
卷期/页码:
核心标签:激光粉末床熔合(LPBF)、多模态传感、闭环控制、深度学习、缺陷监测、工艺优化
一、综述核心定位与文献覆盖
(1)综述背景与核心目标
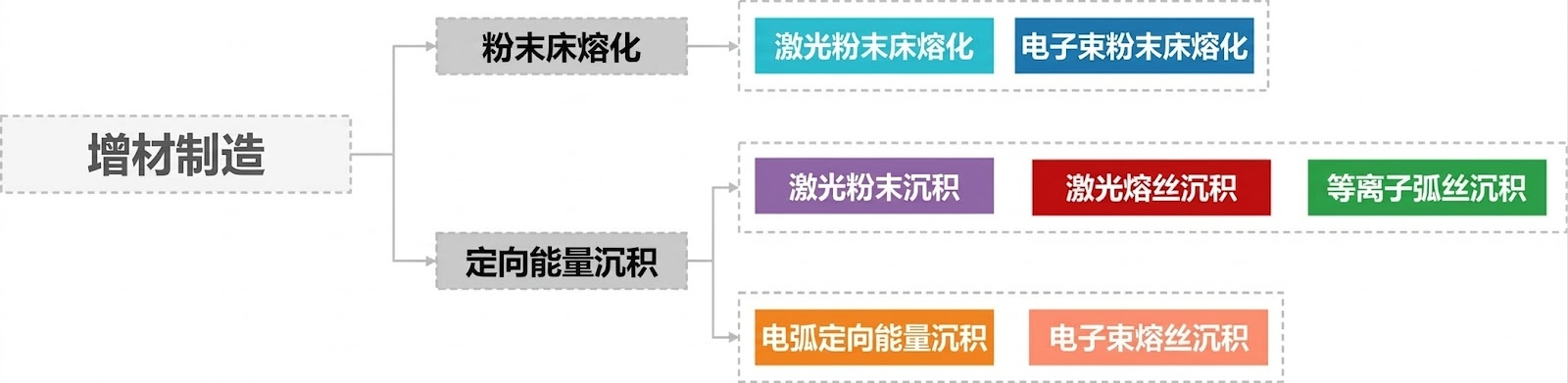
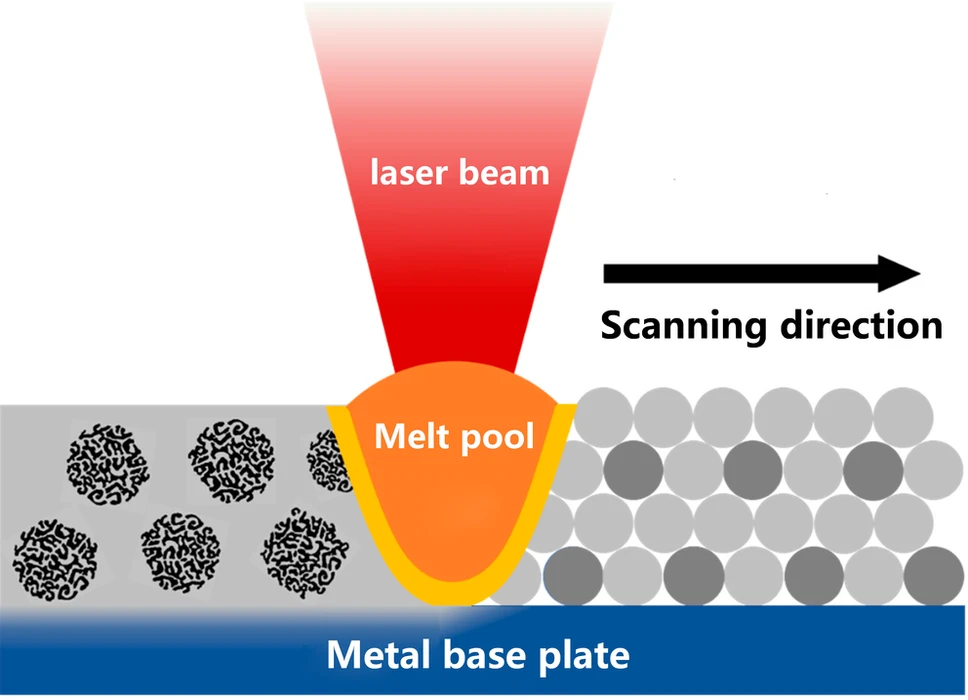
在Industry 4.0推动下,LPBF技术经历了“原型制造→数字化→智能化”三阶段演进(McCann et al., 2021),其核心优势在于复杂结构成型能力,但激光-粉末-熔池的多物理场强耦合(热力学+流体力学+相变)导致四类典型缺陷(孔隙、球化、开裂、层间熔合不良),成为规模化应用的核心瓶颈。
现有研究存在“三脱节”问题:
传感与数据处理脱节:单模态传感无法捕捉多物理机制,传统机器学习(SVM、随机森林)依赖手工特征,难以处理高维时空数据(Chadha et al., 2023);
数据处理与控制脱节:深度学习模型仅停留在缺陷检测,未形成实时控制闭环(Santa Di Cataldo et al., 2021);
实验室研究与工业应用脱节:高精度检测方法(同步辐射X射线)成本高、难集成,工业级方法精度不足(Ronan McCann et al., 2021)。
基于此,本综述的核心目标是打通“传感-建模-控制”全链条,具体包括:
量化对比不同传感技术在复杂工况下的缺陷检测性能(如信噪比、空间分辨率、实时性);
拆解多模态数据融合的三级机制(数据层/特征层/决策层)的算法逻辑与适用场景;
明确深度学习模型在工艺优化与缺陷检测中的参数选择、性能边界与泛化限制;
建立闭环控制的“可控参数-反馈信号-控制策略”映射关系,提供工业落地的技术选型指南;
识别当前研究的十大核心缺口,提出可落地的未来研究方向。
(2)文献检索与筛选策略
为确保综述的系统性,论文设计了“三维检索-三级筛选”框架:
检索维度:技术维度(LPBF/SLM)× 方法维度(多模态传感/深度学习/闭环控制)× 应用维度(缺陷检测/工艺优化);
检索式优化:以Web of Science为例,检索式包含4组核心关键词,共组合生成12个检索子式,确保覆盖“单模态→多模态”“传统机器学习→深度学习”“开环→闭环”的全技术谱系;
筛选流程:
初筛(标题/摘要):排除非金属增材制造、纯理论研究,保留836篇;
中筛(全文核心内容):需包含实验数据/工业案例,且聚焦三大核心技术之一,保留217篇;
终筛(质量评估):3名研究者独立评分(技术创新性、数据完整性、工业适配性),评分≥7分(10分制),最终纳入110篇;
文献时间分布:2020-2025年占比89%(2020年12篇、2021年18篇、2022年23篇、2023年27篇、2024年19篇、2025年11篇),凸显综述的前沿性;
文献来源分布:Journal of Intelligent Manufacturing(17篇)、Additive Manufacturing(15篇)、The International Journal of Advanced Manufacturing Technology(12篇),覆盖领域顶刊。
二、关键技术主题进展梳理
(1)主题一:LPBF典型缺陷的多模态检测进展
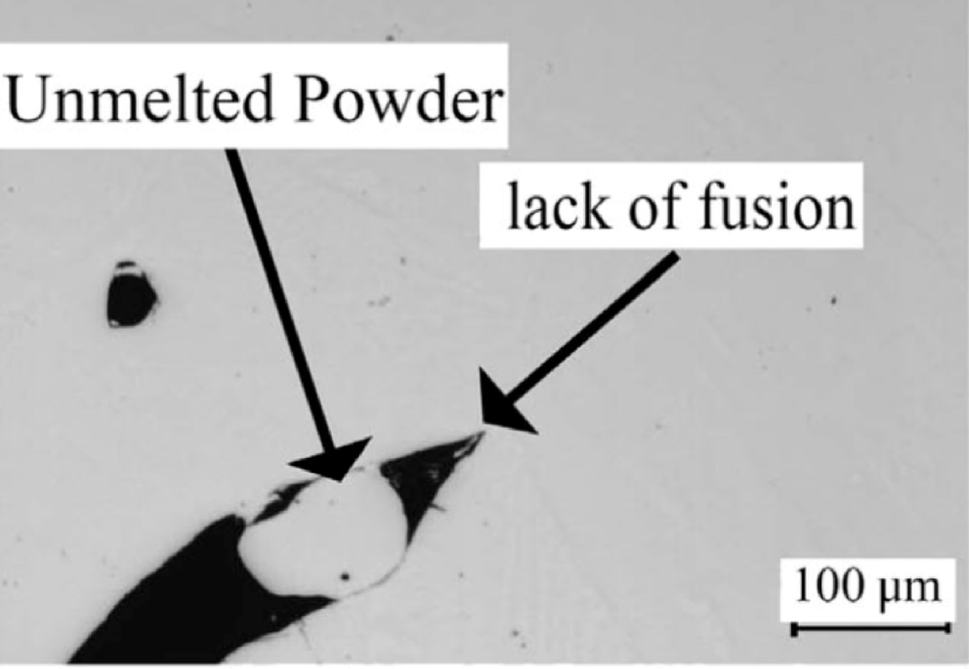
① 孔隙缺陷(Porosity):四类孔隙的检测技术迭代与性能对比
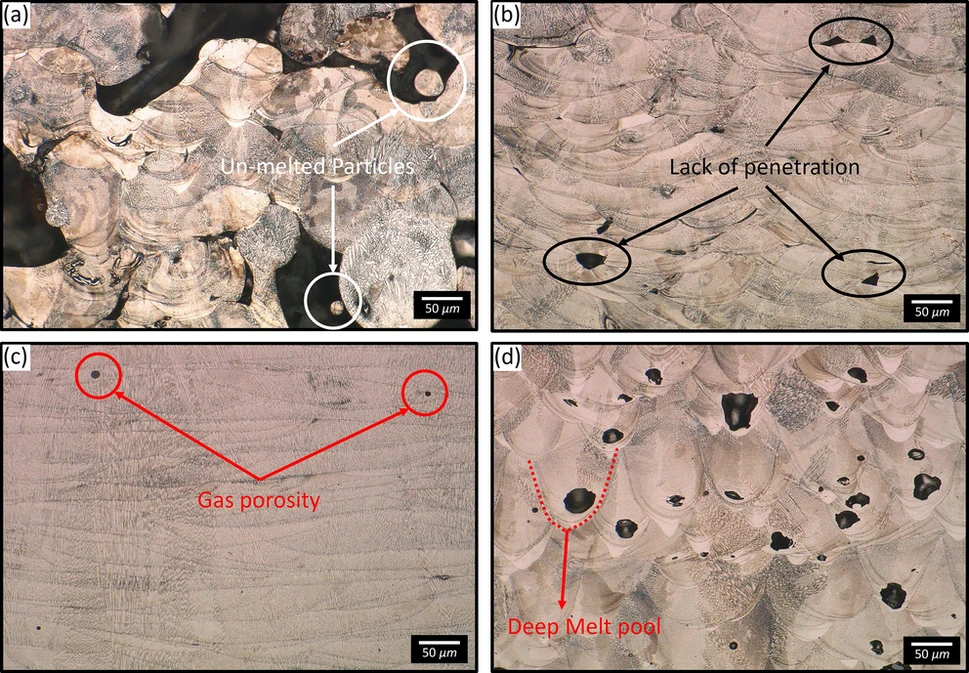
孔隙按形成机制分为LOF(未熔合)、LOP(熔池不稳定)、KH(匙孔坍塌)、GP(气体残留),其检测技术经历了“单模态→多模态”“离线→原位”的演进,核心研究与性能数据如下表所示:
技术演进规律:KH孔隙因信号特征明显,单模态高分辨率传感即可实现高精度检测;而GP孔隙因尺寸小(<5μm)、形成机制复杂,需多模态融合,但当前检测率仍不足30%,是未来重点突破方向。
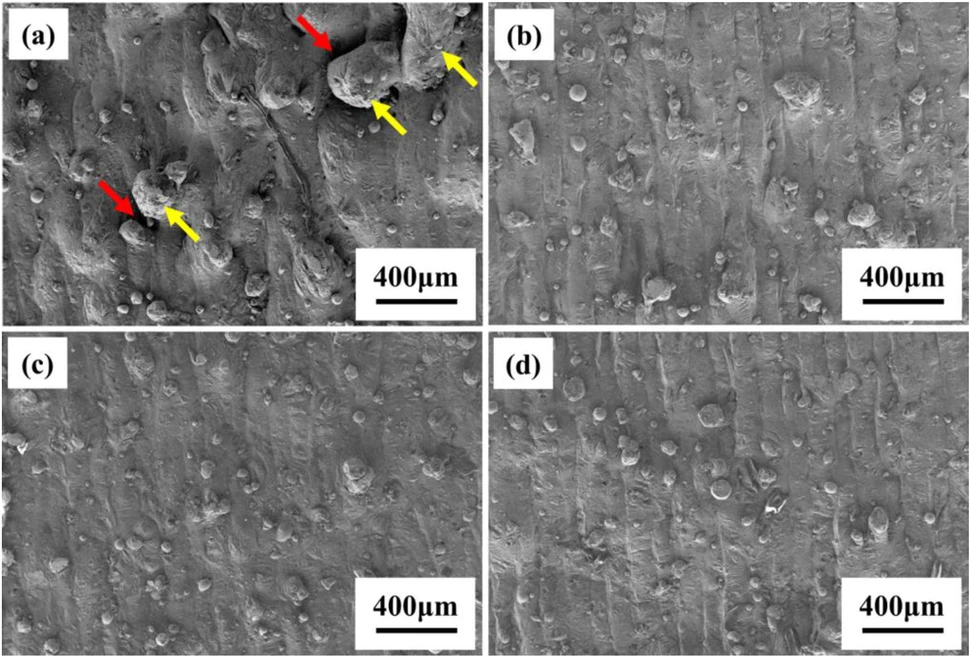
② 球化缺陷(Balling):从实验室高精度到工业级低成本的技术断层
球化缺陷的核心特征是熔融金属破裂形成10-150μm的球形颗粒,其检测技术分为两类:
实验室高精度方案:
代表研究:Ziao Yan et al. (2024);
技术:原位微聚焦X射线成像;
核心突破:揭示厚粉层下飞溅聚合是大尺寸球化(>50μm)的主要来源,建立接触角与体积能量密度的定量关系,确定113.6 J/mm³为球化临界阈值;
性能:球化率测量误差<5%;
局限:设备成本>500万元,操作复杂,无法工业在线应用。
工业级低成本方案:
代表研究:He Qiu et al. (2025b);
技术:CCD光学显微镜+全卷积网络(FCN);
核心参数:相机帧率:100fps;图像分辨率:1280×720;FCN网络层数:8层(编码器4层+解码器4层);
性能:球化率定量评估误差<8%;成本:<5万元;
局限:仅能捕捉最终缺陷形态,无法观测熔池飞溅等瞬态过程,无预测能力。
技术断层:现有研究缺乏“高精度+低成本+实时预测”的折中方案,复杂结构(如悬垂结构)中球化与孔隙的耦合演化机制尚未被充分揭示(Zhao et al., 2026)。
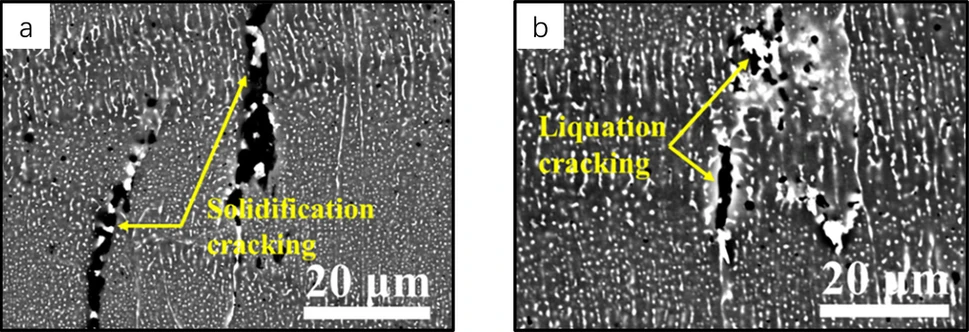
③ 开裂缺陷(Cracking):跨尺度检测的三大技术瓶颈
开裂分为冷裂纹(固态)和热裂纹(凝固/液化),现有检测技术的核心瓶颈的是“时空分辨率不匹配”“跨尺度表征不足”,具体如下:
动态监测(声学发射传感) :
代表研究:Mikhail Seleznev et al. (2022);
技术:接触式PZT传感器(频率>100kHz);
优势:对裂纹萌生灵敏度高,可捕捉应力释放弹性波,时间分辨率:1μs;
局限:无法3D空间定位,SNR<1时微裂纹(1-3μm)检测能力下降>70%,需μ-CT验证。
高时空分辨率监测(同步辐射X射线) :
代表研究:Hossein Ghasemi-Tabasi et al. (2022);
技术:毫秒级成像,空间分辨率:0.5μm;
优势:可观测裂纹萌生与扩展的动态过程;
局限:二维投影易遗漏平行于光束方向的裂纹,视场<1mm²,随机分布裂纹漏检率>40%。
离线3D表征(工业μ-CT) :
代表研究:Changyu Meng et al. (2024);
技术:体素尺寸:6.1μm;扫描时间:2h/件;
优势:可重构3D裂纹网络;
局限:无法检测1-3μm的微裂纹,这些微裂纹是后续宏观裂纹的萌生点,导致检测盲区。
④ 层间熔合不良(Poor Interlayer Fusion):间接表征的可靠性挑战
该缺陷因随机性强(飞溅颗粒再沉积导致),检测依赖间接表征,核心技术与局限如下:
多模态光学传感:
代表研究:Zackary Snow et al. (2023);
技术:可见光成像+近红外光学相干断层扫描+光电二极管信号融合;
核心逻辑:通过飞溅行为关联缺陷形成;
性能:缺陷定位误差:±0.3mm;
局限:飞溅是瞬态事件,信号与缺陷存在时空偏差(时间偏差:5-10ms,空间偏差:0.5-1mm)。
同轴光学+红外测温:
代表研究:Zhang et al. (2025);
技术:优化同轴光学成像(焦距:50mm)+ 红外测温(波长范围:3-5μm);
核心逻辑:层间表面堆积演化与低能量密度导致的间隙型熔合不良关联;
性能:检测准确率:78%(理想工况);
局限:高气流(>5m/s)、氧化环境下映射关系被破坏,准确率降至<50%。
(2)主题二:多模态传感技术的协同机制与进展
① 单一传感技术的核心参数与性能边界
② 多模态融合的三级机制:算法逻辑与实例拆解
多模态融合的核心是解决“数据异质性”“时空同步”“特征互补”三大问题,三级机制的具体算法与实例如下:
数据层融合:保留原始数据,解决时空同步与维度不一致
核心挑战:高维图像(2D)、一维信号(声学/光电二极管)、谱图(热辐射)的融合平衡;
同步算法:
硬件同步:Hocker et al. (2022) 采用500μs周期数字触发信号,对齐高速相机与激光位置信号,同步误差<100μs;
软件对齐:Piatkowski et al. (2025) 提出时间样本对齐算法,通过动态补偿校正异频传感器的延迟与冗余样本,无需硬件触发;
融合实例:Fung et al. (2019) Hopfield神经网络时空融合模型,构建嵌入物理约束(热传导方程)的能量函数,迭代优化校正时间偏移,适配熔池热图像与形态测量的异分辨率数据融合。
特征层融合:提取高维跨模态特征,核心是特征互补
算法逻辑:将不同模态数据转换为统一维度的特征向量,再通过深度学习模型提取融合特征;
典型实例1:Jingchang Li et al. (2022) 特征层融合架构
声学发射(1D时间序列)→ 短时傅里叶变换→ 2D谱图;
光电二极管信号(1D)→ 滑动窗口分割→ 2D特征矩阵;
CNN模型(输入:2×128×128;卷积层:4层;池化层:2层)自动提取融合特征;
性能:分类精度比单传感器模型提升23%,但需600组实验数据调优信号转换参数。
典型实例2:Snow et al. (2023) 深度可分离CNN融合
输入:光电二极管信号(1D)、可见光图像(2D)、红外热数据(2D);
特征提取:深度可分离卷积(分组数=3, kernel size=3×3)提取跨模态高维特征;
输出:亚表面缺陷检测结果,空间分辨率提升至0.1μm。
决策层融合:整合独立决策结果,解决证据冲突
核心挑战:不同模态决策结果的冲突(如光学传感检测到缺陷,声学传感未检测到);
主流算法:
加权D-S证据理论:Wu et al. (2024) 融合高速相机、光电二极管、麦克风的分类置信度,权重通过样本熵自适应分配,质量判别准确率达85%,但证据冲突时易出现悖论;
双通道CNN融合:Zou et al. (2024) CNN-DE模型,轻量化架构(参数量<1M)实现快速决策融合,检测速度达100fps,准确率79%,但独立训练的子模块易产生置信冲突;
加权集成融合:Tian et al. (2021) PyroNet(提取高温计空间特征)+ IRNet(提取红外时序特征),权重按缺陷类型动态调整,孔隙预测准确率达92%,但静态权重无法适配实时工艺变化。
(3)主题三:深度学习在LPBF中的应用进展
① 工艺参数优化:模型类型与性能对比
工艺参数优化的核心是建立“激光功率/扫描速度/层厚→熔池动态→质量指标”的映射关系,主流深度学习模型如下:
核心挑战拆解:
多目标优化冲突:维度精度(±0.01mm)、力学性能(抗拉强度>1000MPa)、成型效率(>10mm³/h)的非线性耦合,现有模型易偏向单一目标;
跨材料泛化:材料物理属性(熔点、热导率)差异导致模型迁移时误差增加15-30%;
实时性:DNN模型推理时间约10ms,无法满足闭环控制的毫秒级(<1ms)响应要求。
② 缺陷检测:模型结构与泛化性能深度拆解
缺陷检测模型分为“空间域模型”“时序域模型”“不确定性量化模型”,核心结构与性能如下:
空间域模型:PointNet系列(3D点云处理)
代表研究:Zhao et al. (2025);
输入: stereo图像→高密度点云(点云密度:1000点/mm²);
模型结构:PointNet(特征提取层:3层MLP;池化层:全局最大池化)+ 2D投影网络;
性能:粉末床缺陷分割准确率:88%;
泛化局限:零件局部截面变化>50%时,点云结构改变,需重构数据集,数据复用率<30%。
时序域模型:AMNet(静态+动态特征融合)
代表研究:Cao et al. (2025);
输入:熔池静态特征(面积、长宽比)+ 动态特征(运动轨迹、变化率);
模型结构:自注意力机制(捕捉静态特征关联)+ 交叉注意力机制(融合动态特征);
性能:孔隙预测准确率:91%;
泛化局限:训练数据集覆盖缺陷类型<80%时,未见过的缺陷模式导致准确率下降>40%。
高效检测模型:YOLOv5x(目标检测)
代表研究:Zhao et al. (2024);
输入:粉末床图像(640×640);
模型结构: backbone:CSPDarknet53;neck:SPPF;head:检测头(3个尺度);
性能:小样本(<100张标注图)下多缺陷检测准确率:82%;检测速度:30fps;
泛化局限:跨机器/工艺参数迁移时,准确率下降至<60%,是工业部署的核心瓶颈。
不确定性量化模型:MSRIM(决策安全)
代表研究:Tang et al. (2025);
输入:声发射信号(1D时间序列);
模型结构:证据神经网络(输出缺陷分类)+ Kolmogorov-Arnold网络(输出预测不确定性);
性能:缺陷分类准确率:89%;不确定性量化误差:±3%;
优势:为闭环控制提供决策安全机制,不确定性>10%时可触发参数调整。
(4)主题四:LPBF闭环控制技术进展
① 核心可控参数:激光功率vs扫描速度的控制特性对比
激光功率控制的深度拆解:
Kavas et al. (2025) 贝叶斯优化PI控制
控制目标:抑制楔形结构成型中的过热(温度<1500℃);
PI参数调优:贝叶斯优化的目标函数:J=ω₁×温度误差+ω₂×功率波动,ω₁=0.7,ω₂=0.3;
优化过程:初始样本数=20,迭代次数=50,收敛后PI参数:Kp=0.8,Ki=0.05;
控制效果:过热区域减少60%,但单目标优化导致部分区域熔合不足,缺陷率增加5%。
Ogoke et al. (2021) 深度强化学习控制
输入:多截面热场(3×3网格温度数据);
输出:激光功率调整量(-50~+50W);
强化学习算法:PPO( proximal policy optimization),奖励函数:R= -|T-T₀| - λ×|P-P₀|,T₀=1200℃,λ=0.1;
控制效果:熔池深度波动减少40%,但控制范围局限于单层,未考虑层间热积累。
② 反馈信号:三类核心信号的特性与控制逻辑
熔池几何特征(宽度/长度/面积)
检测技术:高速同轴成像(帧率:1kHz,分辨率:1μm);
控制逻辑:Vasileska et al. (2022) 以熔池面积为反馈,调整激光占空比(50%-100%),优化能量密度分布,桥形结构尺寸精度提升至±0.02mm;
局限:动态测量易受飞溅、羽流干扰,3D特征(熔池深度)需间接推断,模型误差±10%。
热指标(峰值温度/冷却速率/温度场)
检测技术:红外热成像(帧率:100fps,温度分辨率:0.01℃);
控制逻辑:Wang et al. (2023a,b,c) 建立热辐射参数与尺寸误差的关联模型,2kHz频率调整激光功率,缺陷形成抑制率达70%;
局限:热信号为表面平均响应,无法反映内部温度梯度,冷却速率预测误差±15%。
沉积形貌(粉层厚度/表面粗糙度/层间熔合)
检测技术:光学相干断层扫描(OCT,分辨率:1μm);
控制逻辑:Fang et al. (2024) 捕捉粉层厚度(20-100μm)与表面粗糙度(Ra=0.1-1μm),通过模型预测控制协调激光功率与扫描速度,层间熔合不良缺陷减少55%;
局限:层间耦合效应导致形状误差累积,跨层误差预测精度±0.05mm。
三、综述的学术贡献与创新点
(1)整合性创新:与现有综述的核心差异
(2)结构性创新:四大研究问题的逻辑闭环
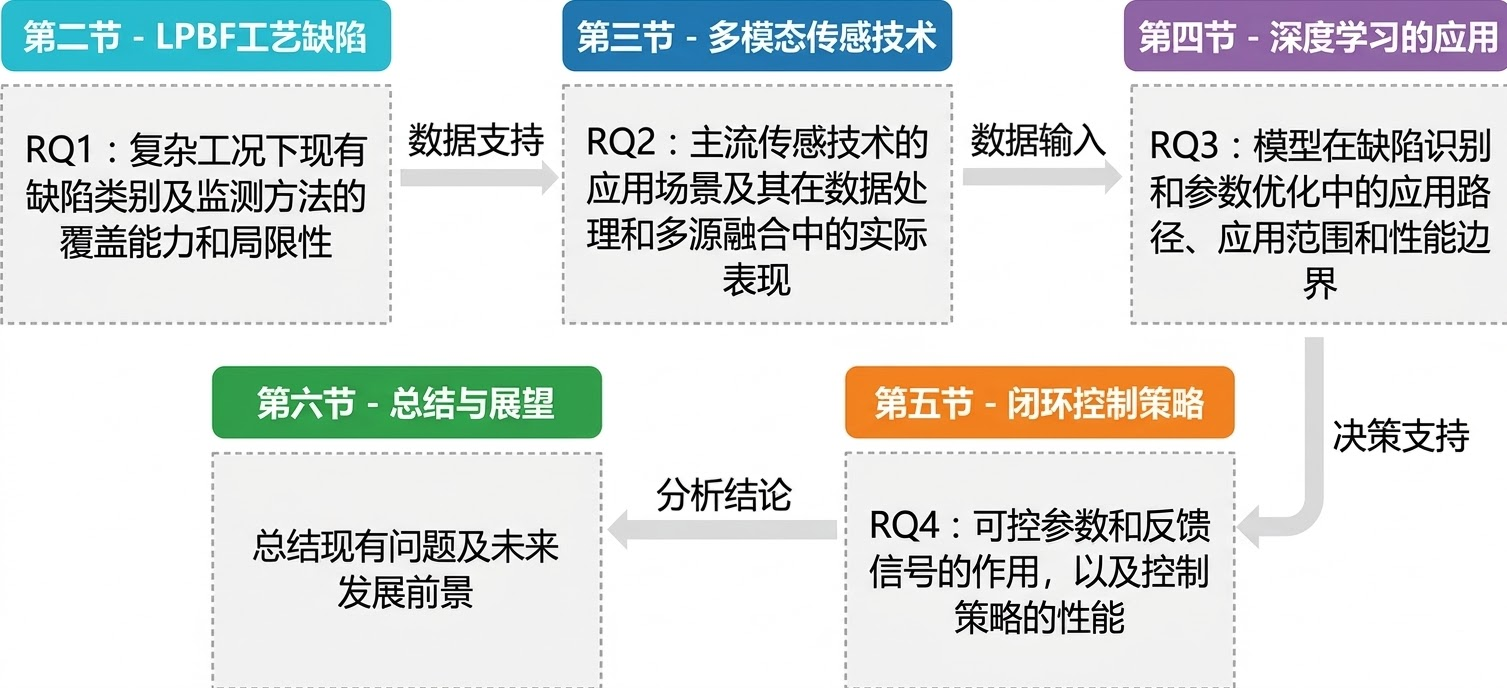
本综述的四大研究问题(RQ1-RQ4)形成“缺陷检测→传感支持→建模处理→控制执行”的逻辑闭环,每个问题的核心产出与关联如下:
RQ1(缺陷检测能力):明确四类典型缺陷的检测技术边界,为传感技术选型提供依据;
RQ2(传感协同模式):解决缺陷检测的“数据来源”问题,提供多模态融合的算法框架;
RQ3(深度学习应用):解决“数据如何处理”的问题,建立工艺优化与缺陷识别的模型库;
RQ4(闭环控制效果):解决“处理结果如何落地”的问题,实现缺陷从“检测”到“主动抑制”的跨越。
(3)价值性创新:工业落地的技术选型矩阵
本综述通过量化数据对比,首次提出LPBF智能化技术的“工业选型矩阵”,适配不同场景需求:
四、研究缺口与未来方向展望
(1)核心研究缺口与可执行切入思路
(2)未来研究方向的技术路线图
短期(1-2年) :
传感器标准化:制定统一的数据接口与同步协议;
低延迟模型:基于模型压缩实现深度学习推理时间<1ms;
工业试点:在汽车零部件生产中验证低成本多模态传感方案。
中期(2-3年) :
多物理场建模:融合关键物理机制的仿真模型,缺陷预测误差<15%;
少样本学习:开发基于迁移学习的缺陷检测模型,标注数据减少60%;
3D熔池观测:实验室级3D重构技术,空间分辨率<0.5μm。
长期(3-5年) :
全链条智能化:实现“传感-建模-控制”的端到端闭环,缺陷率<0.1%;
多激光协同控制:基于深度强化学习优化激光路径,减少串扰影响;
工业规模化:在航空航天、生物医学领域实现大规模应用,成本降低50%。
五、综述完整逻辑链与领域影响
本综述的核心逻辑链为:LPBF规模化应用的核心瓶颈是缺陷问题→传统技术因“三脱节”无法解决→多模态传感提供全维度数据→深度学习实现数据智能处理与决策→闭环控制实现缺陷主动抑制→当前技术存在十大缺口→未来需聚焦标准化、物理建模、低延迟等方向。
其领域影响的技术扩散路径为:
基础研究层面:为LPBF智能化提供统一的理论框架,指导后续研究的技术选型与实验设计;
技术开发层面:明确多模态融合、深度学习、闭环控制的核心参数与算法逻辑,加速技术迭代;
工业应用层面:通过分级精度标准与技术选型矩阵,降低工业落地门槛,推动LPBF从“原型制造”向“批量生产”转型;
跨领域扩散:其“多模态传感-深度学习-闭环控制”框架可迁移至增材制造、精密铸造、激光加工等领域,提供通用技术参考。
【个人思考衔接】
▢ 对论文方法的疑问与验证思路:
▢ 可直接复用在自身课题的内容:
▢ 拟拓展的研究方向: