
本文基于Zhu等2025年发表的相关研究,从科研逻辑出发拆解该研究的核心背景、技术方法、学术创新与研究缺口,为焊接智能化检测领域的课题研究提供可复用的思路与参考。
【论文基础索引】
论文标题:Robotic MAG welding defects and quality assessment with a defect threshold decision model-driven method;机器人MAG焊接缺陷与质量评估——一种缺陷阈值决策模型驱动方法
核心作者:Kanghong Zhu(上海交通大学材料科学与工程学院);Huabin Chen*(上海交通大学材料科学与工程学院,通讯作者)
发表期刊/会议:Mechanical Systems and Signal Processing(机械工程与信号处理顶刊)
发表时间:2025
卷期/页码:224 (2025) 112056
核心标签:Robotic welding;Welding defect;Multi-source information;Model fusion;Defect threshold decision(机器人焊接;焊接缺陷;多源信息;模型融合;缺陷阈值决策)
一、论文核心背景与问题
本研究围绕挖掘机臂机器人MAG焊接的在线质量监测展开,是焊接智能化制造领域的关键应用研究,其研究逻辑起点与核心结论均基于工程机械焊接的工业实际需求,核心包含四大维度内容:
(1)行业/学术核心痛点
焊接是机械部件连接的核心工艺,焊缝质量直接决定工件的力学性能、耐久性与使用安全,焊接缺陷的漏检易引发严重安全事故,但焊接过程的固有特性导致缺陷无法完全消除;
工程机械关键部件(如挖掘机臂)的焊接场景复杂,存在弧光、飞溅、电磁辐射等干扰,对焊接状态的精准感知提出高要求;
工业生产对焊接质量检测的实时性、低漏警率要求严苛,需实现缺陷的及时识别与参数反馈调整。
(2)现有主流研究的进展与关键局限性
论文原文明确指出当前焊接质量检测领域的3个核心局限性,均为现有方法“有应用但未解决核心问题”:
焊后无损检测为主流,但适配性差:射线、磁粉等焊后无损检测可保证焊缝完整性,但反馈周期长、整改需处理累积问题,浪费时间与资源,无法适配机械化、智能化的大规模生产;
单源传感技术易受干扰,表征能力不足:视觉、声学、电流/电压等单源传感虽已应用于焊接监测,但易受焊接环境干扰,且不同传感对缺陷的敏感性单一(如视觉对焊偏敏感、电信号对未熔透敏感),无法全面表征焊接动态过程;
传统特征提取与分类模型难以兼顾工业需求:经典深度学习模型用于熔池视觉特征提取时,要么计算量大不满足实时性,要么特征区分性差;传统集成学习模型未针对工业焊接的低漏警率需求做优化,易出现缺陷漏检。
(3)论文提出的核心解决思路
针对上述局限性,研究提出 “多源传感感知+轻量级特征提取+阈值优化集成学习” 的一体化解决方案:
构建熔池视觉(CCD相机)、电弧声、电流、电压的四源传感系统,利用不同传感对缺陷的敏感性差异实现特征互补,抵御焊接环境干扰;
融合Res2Net多尺度残差结构与MobileNetV3轻量级架构,提出Res2-MobileNetV3网络,实现熔池图像的实时、高区分性12维视觉特征提取;
采用数理方法提取电弧声(时域+频域)、电流/电压的统计特征,形成多维度特征集;
融合SVM、RF、KNN构建集成学习模型,设计缺陷阈值决策(DD)策略,通过概率阈值调整优化模型漏警率,适配工业焊接的低漏警需求;
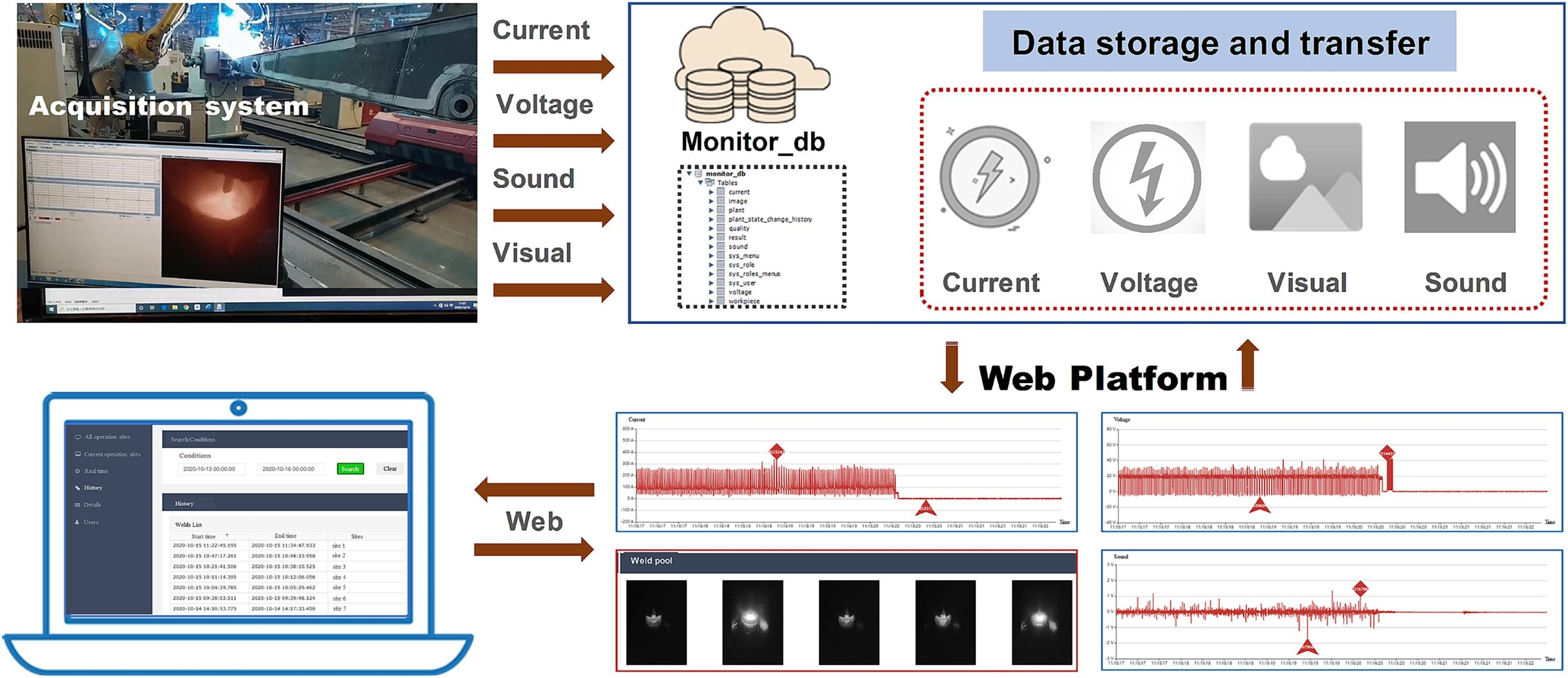
搭建基于Web的焊接质量监测系统,实现多源信息的采集、存储、查询与缺陷报警的闭环。
(4)论文最终实现的核心效果与贡献
研究通过实验室测试与工业现场验证,取得了明确的量化效果,核心贡献聚焦于复杂场景机器人焊接的在线质量监测技术落地:
缺陷阈值决策(DD)模型的焊接缺陷识别准确率96.59%、召回率97.06%、整体缺陷失败率3.43% ,显著优于单一的RF、SVM、KNN模型;
在挖掘机臂实际焊接产线的现场测试中,系统可2秒内触发各类缺陷报警,结合国标GB 11345/GB 3323焊后无损检测交叉验证,平均识别准确率达90% ;
为工程机械等复杂场景的智能焊接提供了可复现的科学方法与技术路径,实现了焊接质量从“离线检测”到“在线监测”的升级。
二、核心技术方法拆解
本研究的技术方法形成了 “硬件采集-数据预处理-特征提取-模型训练-决策优化-现场验证” 的完整技术闭环,所有设计均围绕工业焊接的实时性、低漏警率、抗干扰性需求展开,以下按「实验平台与设计→核心实施步骤→关键技术细节」拆解可复现的核心内容。
(1)实验平台与设计
研究的实验设计兼具实验室可控性与工业场景适配性,硬件架构、数据集构建、验证方案均严格贴合挖掘机臂MAG焊接的实际需求,核心设计细节如下:
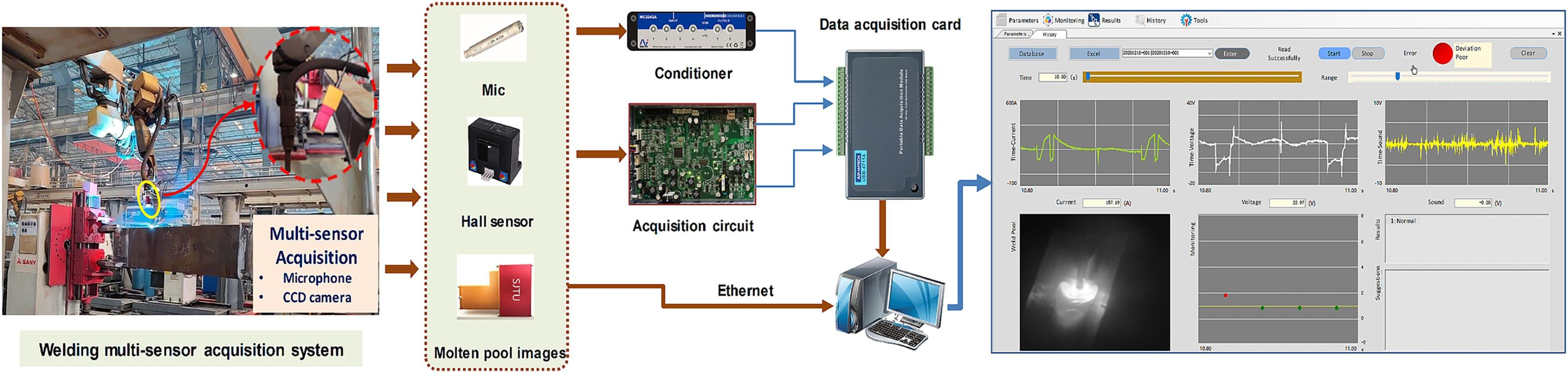
硬件架构:搭建基于Web的机器人GMAW质量监测系统,分为三大模块——①焊接信息采集系统(CCD相机、电弧声传感器、霍尔电流/电压采集模块、焊接电源/机器人/送丝机等焊接系统);②焊接信息数据库(Monitor_db);③Web查询平台(实现信息下载与查询),硬件均为工业通用型号,降低产线改造门槛;
传感器核心参数:CCD相机(熔池图像)采集频率5Hz,电弧声、电流/电压采集频率10000Hz,适配MAG焊接的动态过程感知;
实验材料与坡口设计:采用工程机械常用的Q345钢板,尺寸300mm×100mm×10mm,边缘加工45°单V型坡口,贴合实际焊接工艺;
数据集构建:设计6种焊接状态(正常、烧穿、未熔透、焊偏、焊接不良、错边),通过调整焊接参数(电流220-280A、电压19-28V、速度5mm/s等)、工件间隙、示教路径等模拟工业实际缺陷,共设计135种焊接工况,最终采集13304组实验数据,各状态数据分布均衡(如正常2985组、未熔透3032组),避免模型过拟合;
验证方案:采用 “实验室测试+工业现场验证” 的双层验证体系,实验室完成模型训练与性能对比,工业现场在挖掘机臂焊接产线开展测试,结合国标焊后无损检测(RT射线检测、UT超声波检测)交叉验证模型结果,保证结论的可靠性。
(2)核心实施步骤
研究的技术实施可拆解为6个核心步骤,各步骤上下游逻辑关联紧密,形成无断点的技术闭环,未披露的复现细节均标注明确:
步骤1:多源焊接信息同步采集
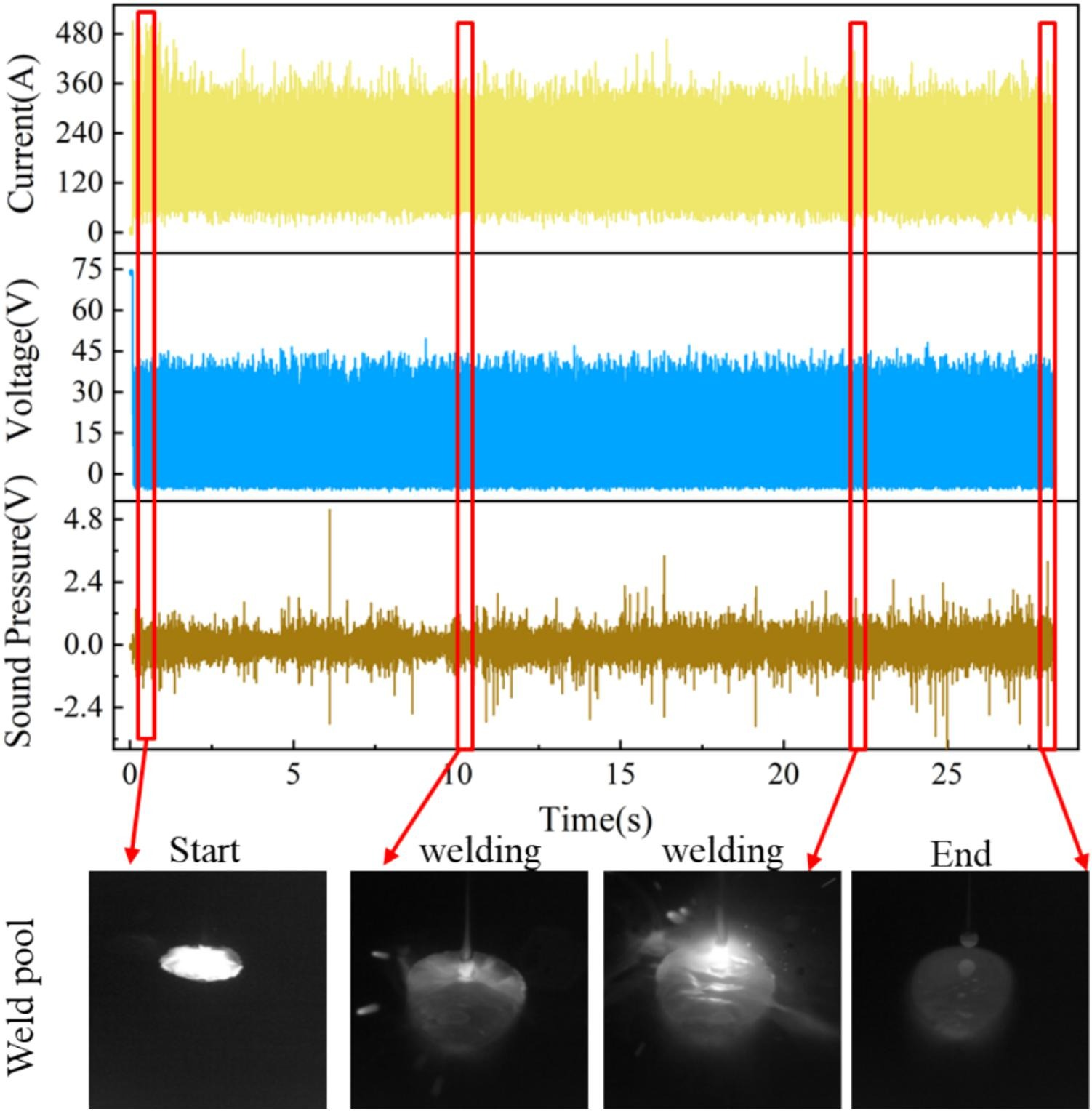
通过CCD相机、电弧声传感器、电流/电压采集模块,同步采集焊接过程中的熔池图像、电弧声信号、电流/电压信号,解决焊接动态参数的全面感知问题。
步骤2:多源信息对齐与预处理
针对不同传感器的采集频率差异(图像5Hz,声/电10000Hz)完成时间维度数据对齐,建立单张熔池图像与对应时间段声/电信号的关联;对电弧声信号做零漂补偿(解决系统误差),对电流/电压信号做基础平滑处理,对熔池图像做预处理,解决多源数据维度不统一的问题。
步骤3:多维度特征提取
针对不同源信息的特性设计差异化特征提取方法,形成视觉+声+电的多维度特征集,实现不同焊接缺陷的有效表征:
熔池图像:采用Res2-MobileNetV3网络提取12维视觉特征,实现不同缺陷的类间区分;
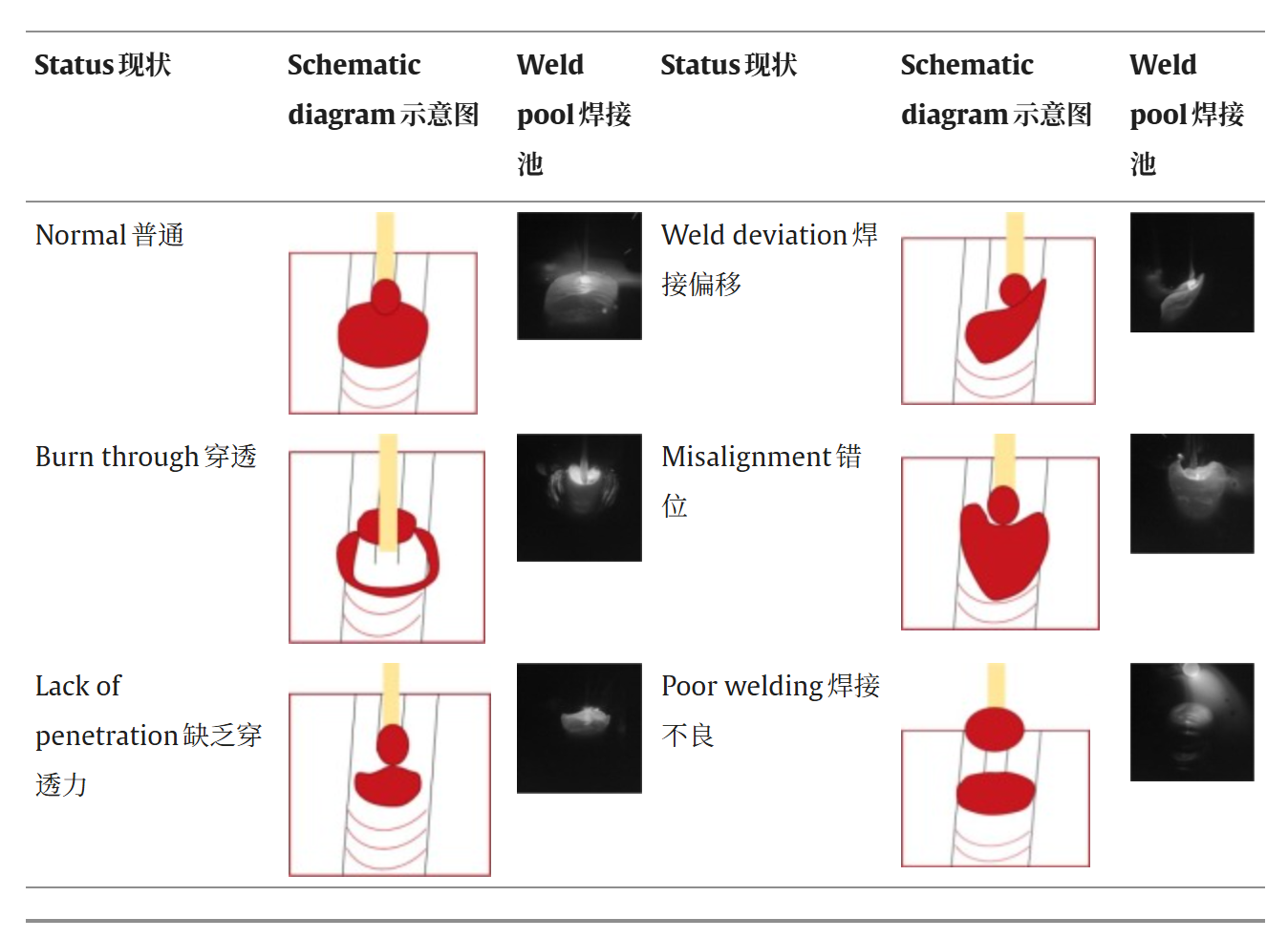
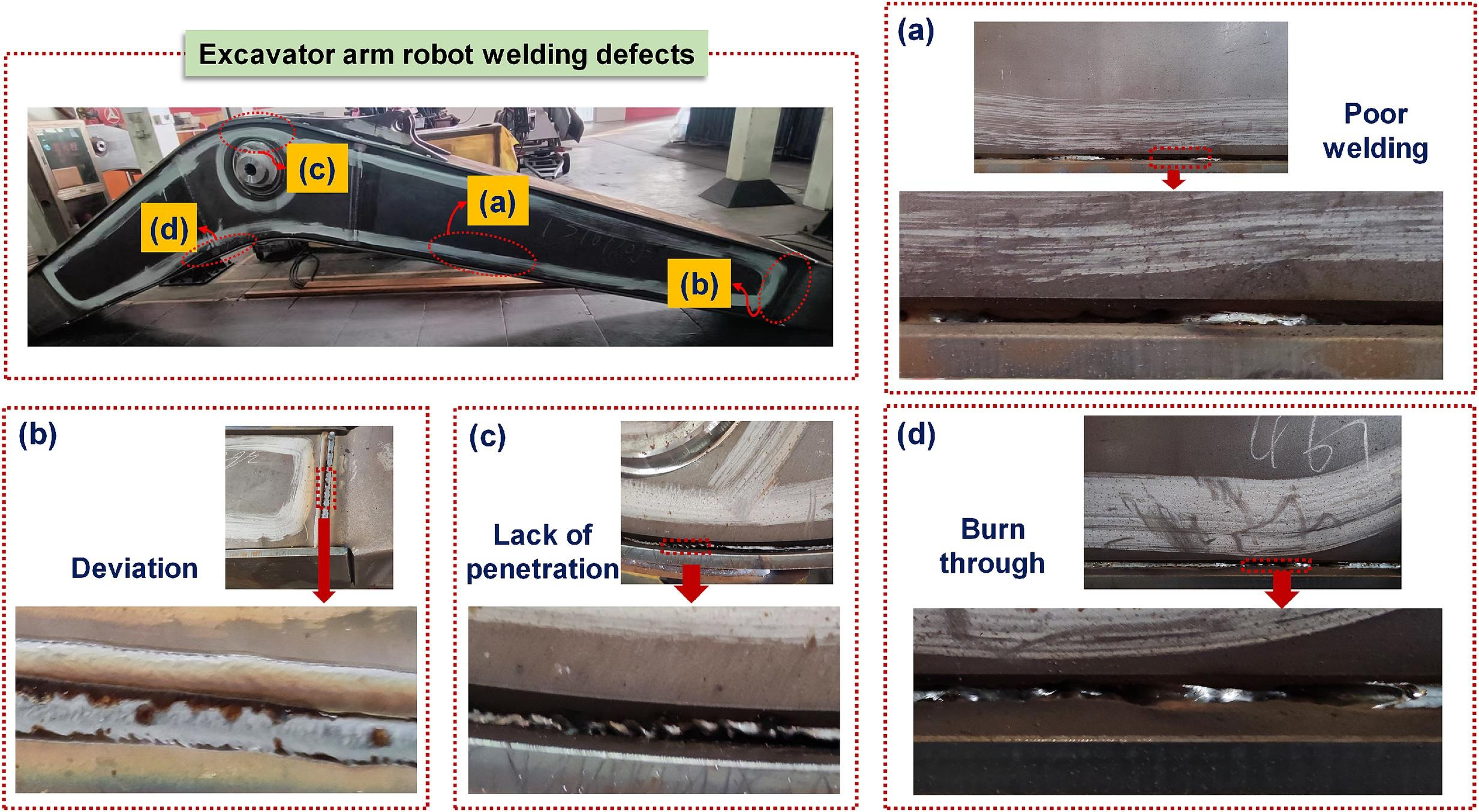
不同焊接状态下的典型焊池形态
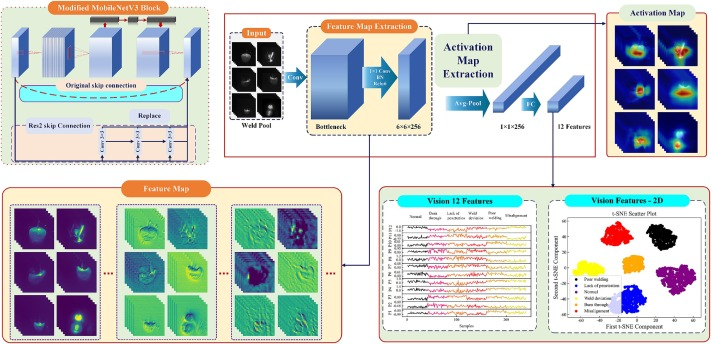
基于 Res2-MobileNetV3 的焊接池特征提取网络
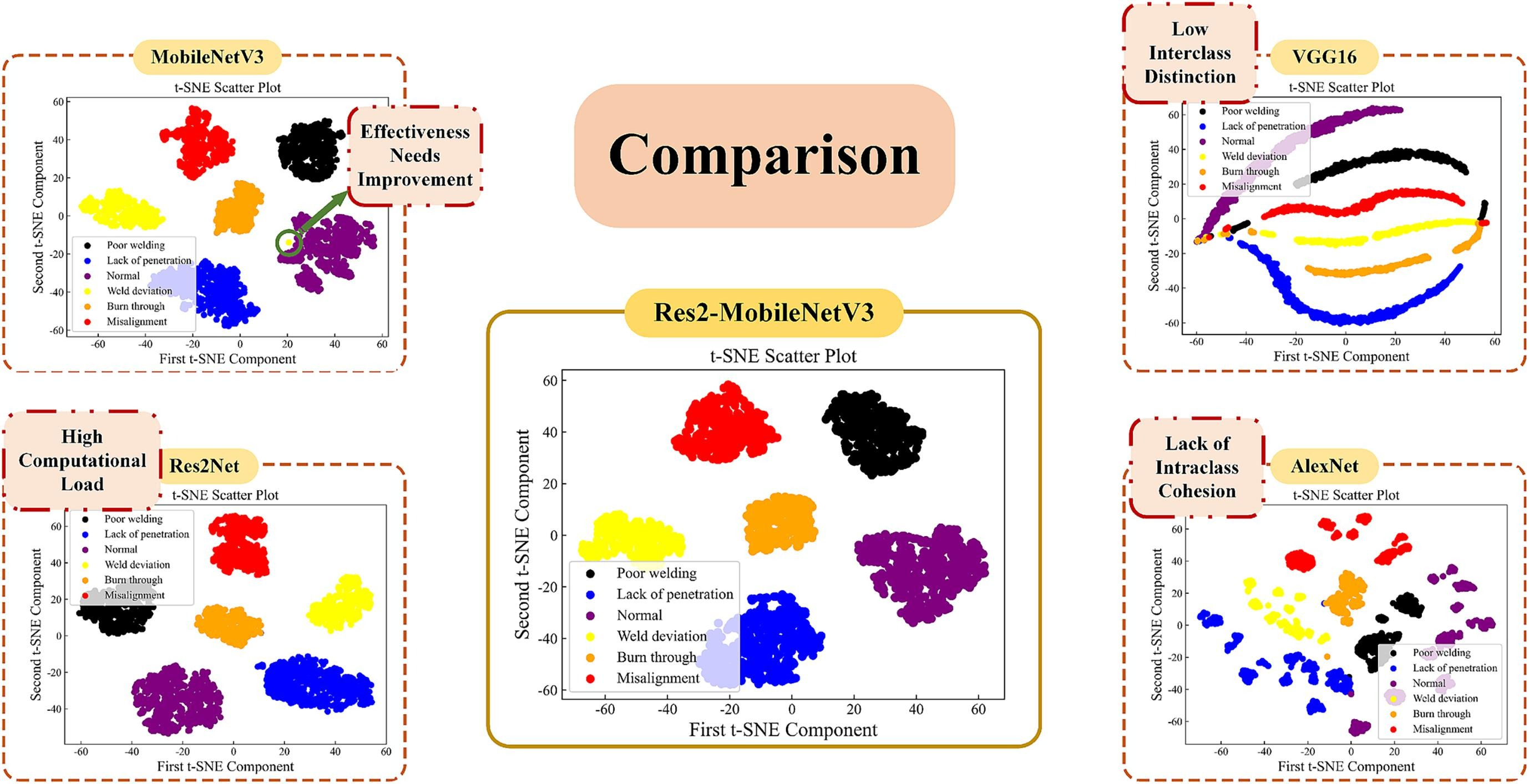
五个不同深度学习模型的特征提取与降维结果比较
电弧声:提取6维时域特征+7维频域特征,实现烧穿、未熔透等缺陷的表征;
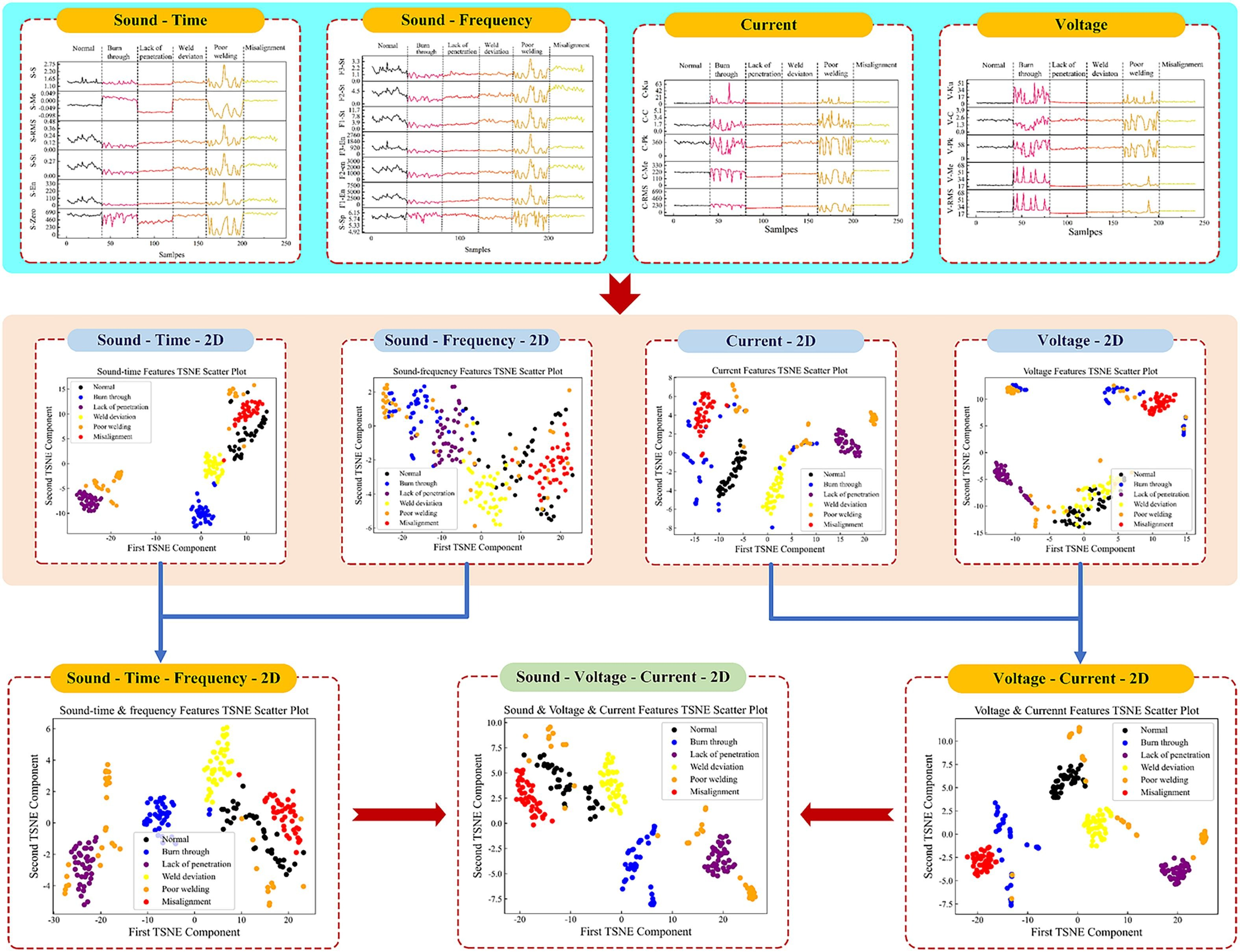
不同维度声音特征在不同焊缝成型质量下的性能
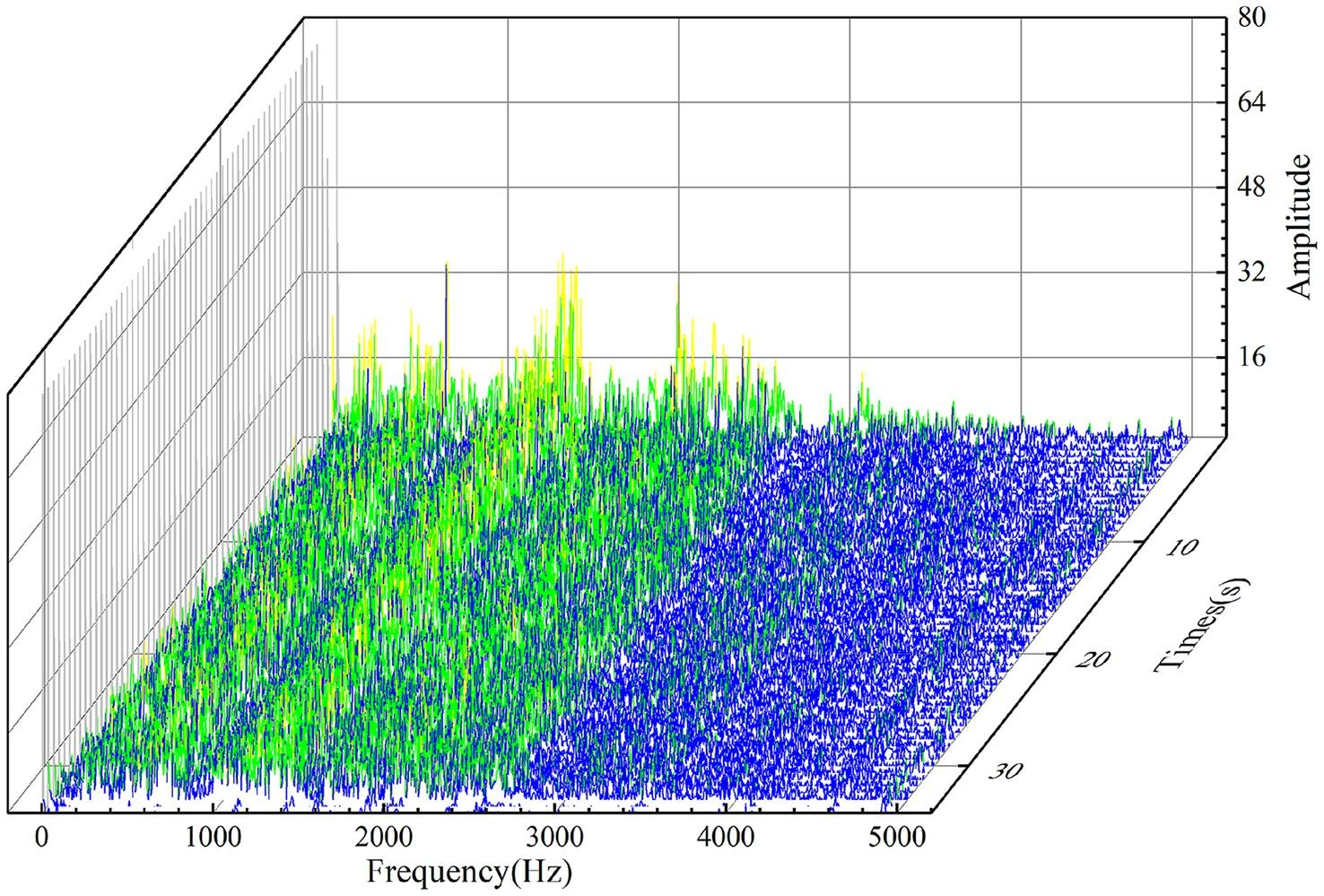
焊接声音信息的频域图
电流/电压:提取5维统计特征,实现焊接过程电信号异常的表征。
步骤4:基础分类模型训练与超参数优化
基于Python 3.8+Scikit-learn 0.24.2训练SVM、RF、KNN三个基础分类模型,采用贝叶斯优化做超参数调优(先100次随机搜索确定关键参数,再200次高斯概率迭代优化),确定各模型的最优超参数组合,解决单一模型分类稳定性不足的问题。
步骤5:模型融合与决策策略设计
设计智能决策(ID) 和缺陷阈值决策(DD) 两种融合策略,对比两种策略的准确率、召回率、F1分数,最终选择更适配工业低漏警需求的DD策略,解决传统集成学习模型未优化漏警率的问题。
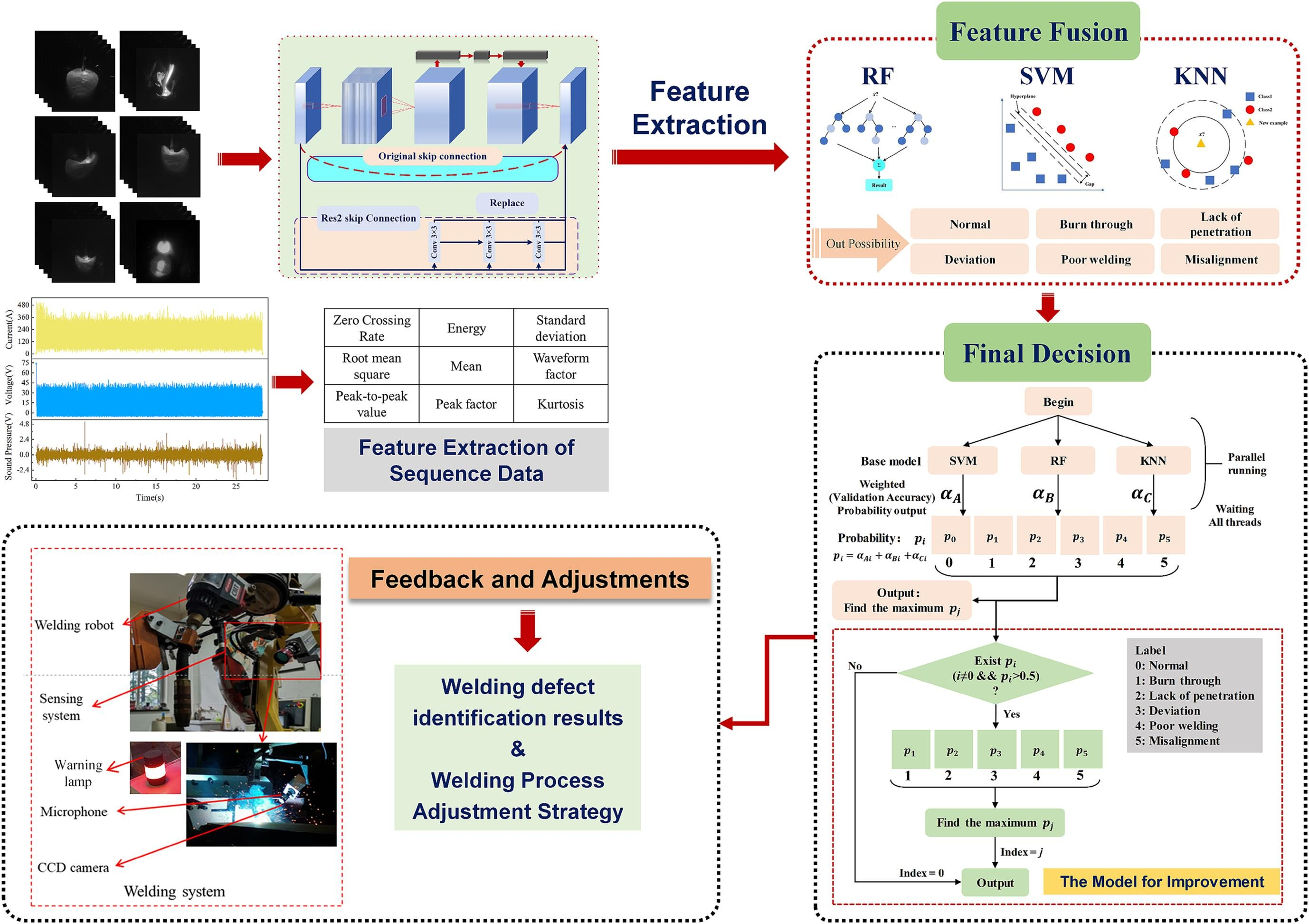
焊接质量识别系统的结构
步骤6:模型验证与工业现场部署
首先在实验室13304组数据集上测试基础模型与融合模型的性能,筛选最优模型;随后将模型集成到挖掘机臂焊接产线的设备中,搭建“传感-信息处理-反馈控制”三模块的现场系统,实现缺陷的实时识别与报警;最后结合焊后无损检测交叉验证模型结果,完成技术闭环。
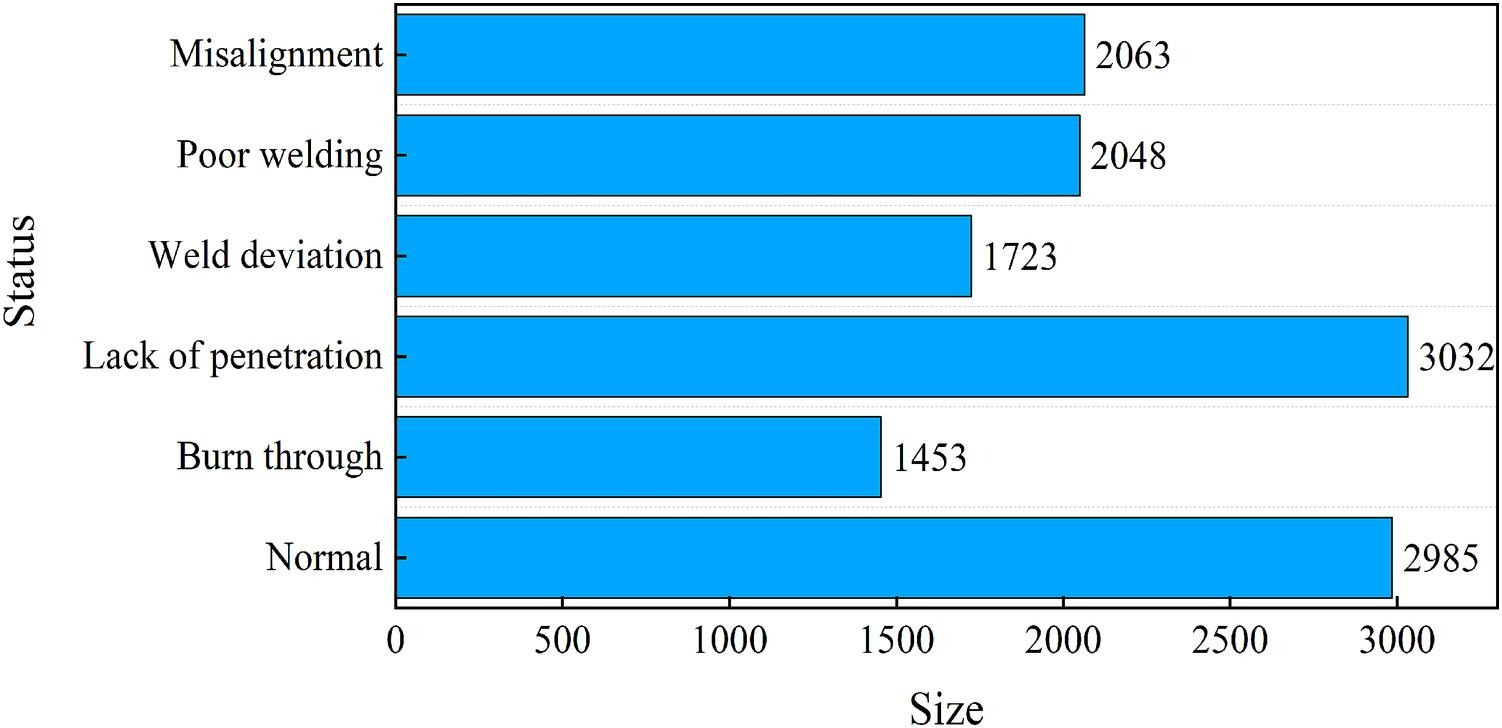
不同焊接状态的数据分布

识别结果测试
掘机吊臂实际焊接现场的焊接测试
(3)关键技术细节
研究披露了大量可直接复用的核心技术细节,包括算法公式、模型超参数、阈值设计依据等,均为工业落地的关键,核心拆解如下:
① 数据预处理核心算法
电弧声信号的零漂补偿公式:$x'=x{i}-\overline{x{0}}$,其中$x{i}$为原始声信号,$\overline{x{0}}$为系统误差均值,补偿后实现声信号统计均值为0,消除系统误差影响。
② 多源特征提取方法与维度
研究对视觉、声、电信号的特征提取做了标准化设计,明确了特征维度、提取公式与频段划分,是可复用的核心内容:
③ 基础模型最优超参数(贝叶斯优化后)
研究明确披露了SVM、RF、KNN的最优超参数,基于Scikit-learn可直接复现:
④ 缺陷阈值决策(DD)策略核心设计
DD策略是本研究的核心创新点之一,研究明确披露了4步执行流程与阈值设计的科学依据,是适配工业低漏警需求的关键:
获取SVM、RF、KNN各分类器对不同焊接状态的概率输出;
按模型验证集的准确率对同状态概率做加权求和;
判断是否存在异常状态的加权概率大于0.5:无则输出“正常”,有则舍弃“正常”类;
在异常状态中,选择加权概率最高的缺陷类型作为最终输出,触发报警。
阈值设计依据:通过实验分析阈值与漏警率、虚警率的关系,发现阈值<0.35时,漏警率下降不明显但虚警率骤增;阈值>0.35时,两者变化平缓;结合工业现场的过拟合与误差因素,最终确定阈值=0.5,兼顾低漏警率与可接受的虚警率。
⑤ 工业现场报警与反馈机制
研究将模型集成到焊接设备中,设计了工业级的报警与响应机制:
系统包含传感集成、信息处理集成、反馈控制集成三大模块,严格遵循工业工程标准;
检测到焊接异常时,现场工业计算机触发红色报警灯,并将缺陷信息记录到焊接监测系统;
根据缺陷严重程度,通过机器人控制柜的数字IO接口与机器人通信,在预定义的安全点执行响应操作;
现场工作人员可通过Web平台查询缺陷信息,采取进一步整改措施。
三、学术创新与研究价值
本研究的创新并非单一技术点的突破,而是 “硬件-算法-模型-决策-落地” 的全链条创新,所有创新均针对论文原文提及的现有研究局限性,研究价值兼具学术理论补全与工业实际落地潜力,无空泛的创新表述。
(1)差异化学术创新
本研究所有创新均对应现有研究的3个核心局限性,实现了“针对性解决未解决问题”的研究目标,核心差异化创新点如下:
多源传感的特征互补式架构设计,解决单源传感易受干扰的问题
首次针对挖掘机臂MAG焊接场景,构建熔池视觉+电弧声+电流+电压的四源传感系统,明确了不同传感对焊接缺陷的敏感性差异(声信号对烧穿敏感、视觉对焊偏敏感、电信号对未熔透敏感),实现了多源特征的互补与干扰补偿,提升了复杂焊接环境下参数感知的稳定性,解决了单源传感表征能力不足的问题。Res2-MobileNetV3轻量级网络,解决视觉特征提取“实时性与区分性难以兼顾”的问题
首次将Res2Net多尺度残差结构与MobileNetV3轻量级架构融合,提出专用于焊接熔池图像的特征提取网络Res2-MobileNetV3,提取12维视觉特征。该网络既保证了特征的类间区分性(优于VGG16、AlexNet等经典深度学习网络),又大幅降低了计算量,满足焊接质量监测的实时性需求,填补了轻量级网络在焊接熔池视觉特征提取中的应用空白。面向工业低漏警需求的缺陷阈值决策(DD)融合策略,解决传统集成学习漏检率高的问题
在SVM、RF、KNN集成学习的基础上,设计了基于概率阈值的决策优化策略,通过0.5的概率阈值设计实现了漏警率的精准控制。DD模型的召回率达97.06%、整体缺陷失败率3.43%,远优于传统集成学习的智能决策(ID)策略,解决了工业焊接场景中“漏警率-虚警率”难以平衡的核心问题,完善了集成学习在工业质量检测中的决策理论。多源特征的分层融合方法,解决视觉信息易被遮挡的工业实际问题
研究未将视觉、声、电特征做简单拼接,而是采用分层提取+互补融合的方式,针对实际产线中相机易被工件/机器人遮挡、熔池图像不完整的问题,实现了声/电信号对视觉信息的有效补偿,提升了模型在工业现场的鲁棒性,区别于传统多源融合的“简单拼接”思路。
(2)研究价值
研究价值从学术理论补全和实际落地潜力两个维度展开:
① 学术理论补全
为机器人MAG焊接的多源信息融合质量监测提供了标准化的特征提取体系,明确了熔池视觉、电弧声、电流/电压的特征维度、提取公式与预处理方法,填补了复杂焊接场景下多源特征分层融合的理论空白;
验证了多尺度残差结构在焊接熔池视觉特征提取中的有效性,提出的Res2-MobileNetV3网络为焊接智能检测的深度学习模型体系提供了新的轻量级选择;
设计的缺陷阈值决策策略为工业检测场景中 “漏警率-虚警率”的平衡提供了可复现的设计方法,完善了集成学习在工业质量检测中的决策优化理论,可推广到其他工业检测领域。
② 实际落地潜力
适配工业大规模生产:搭建的基于Web的焊接质量监测系统可直接部署于工程机械焊接产线,挖掘机臂现场测试中2秒内触发缺陷报警,平均识别准确率90%,满足工业生产的实时性与智能化需求;
技术与成本门槛低:多源传感系统的硬件均为工业通用型号,特征提取与模型训练均基于Python开源工具(Scikit-learn),无需定制化开发,降低了产线改造的技术与经济成本;
贴合工程机械的高质量要求:DD模型的低漏警特性(召回率97.06%)可有效避免挖掘机臂等关键部件因焊接缺陷导致的安全事故,提升产品可靠性与使用寿命;
为焊接质量闭环控制奠定基础:系统支持焊接缺陷的实时识别与焊接参数的反馈调整,为后续实现焊接质量的全闭环智能控制提供了技术支撑,可进一步提升焊接生产的自动化水平。
四、研究启发与缺口挖掘
本研究为焊接智能化检测领域的课题研究提供了大量可复用的技术与思路,同时基于论文原文的研究边界与实际工业场景的问题,可挖掘出明确的研究缺口,所有缺口均配套可执行的切入思路,无空泛描述。
(1)可复用技术与思路
研究披露的技术方法与设计思路可跨场景、跨工艺迁移,明确各内容的适配场景、复用方式与注意事项,直接服务于课题研究:
多源传感的特征互补设计思路
适配场景:各类工业焊接(GTAW/TIG/MIG等)、智能制造中的质量实时检测(如冲压、装配、精密加工);
复用方式:针对检测对象的不同缺陷,先分析各传感方式的敏感性,再选择互补的传感源构建多源系统;
注意事项:需保证多源信息的时间/空间对齐,针对不同传感的采集频率/分辨率做同步处理。
轻量级深度学习网络的融合设计方法
适配场景:工业实时视觉检测、嵌入式设备的视觉特征提取;
复用方式:将经典多尺度特征提取架构(如Res2Net、ResNet)与轻量级网络(如MobileNet、ShuffleNet)融合,在保证特征区分性的同时降低计算量;
注意事项:需根据实际检测场景的硬件算力调整网络的深度和宽度,做针对性剪枝,避免算力浪费。
面向工业需求的模型决策阈值设计方法
适配场景:对漏检率有严格要求的工业质量检测(如压力容器焊接、航空航天部件制造、医疗器械加工);
复用方式:通过实验分析阈值与漏警率、虚警率的关系,确定兼顾工业需求的最优阈值,在集成学习模型中加入阈值决策模块;
注意事项:阈值需根据具体工业场景的质量标准做个性化调整,不可直接复用(如航空部件需更低的漏警率,阈值可适当降低)。
基于开源工具的工业模型快速实现思路
适配场景:工业智能检测的快速原型开发、课题研究的模型验证;
复用方式:基于Python+Scikit-learn/PyTorch/TensorFlow等开源工具,结合贝叶斯优化做超参数调优,实现模型的快速训练与部署;
注意事项:需对工业现场的噪声数据做针对性预处理(如平滑、滤波、去噪),提升模型的鲁棒性。
(2)研究缺口与切入思路
研究缺口均基于论文原文披露的研究边界与工业现场问题推导,未脱离论文内容杜撰,每个缺口均配套1句极简可执行的研究切入思路,明确课题设计方向:
缺口:模型对视觉信息缺失场景的鲁棒性不足,论文提及实际产线中相机易被遮挡导致熔池图像不完整,当前模型虽有声电信号补偿,但未针对视觉信息完全缺失的场景做优化;
切入思路:构建视觉信息缺失的仿真数据集,训练多源特征的自适应融合模型,实现视觉信息缺失时声/电特征权重的自动调整。缺口:未考虑焊接过程中的动态参数漂移问题,论文提及焊枪磨损、喷嘴飞溅会导致电信号、视觉信息的参数漂移,当前模型为静态模型,无自适应校正能力;
切入思路:加入在线参数漂移检测模块,结合焊接过程的时序特征,实现模型的实时自适应校正与参数补偿。缺口:模型验证场景单一,仅在挖掘机臂的Q345钢MAG焊接场景验证,未拓展到其他母材、焊接工艺与工程机械部件;
切入思路:在铝合金、不锈钢等母材,TIG/GTAW等焊接工艺中构建数据集,验证模型的泛化能力,对特征提取模块做跨工艺的自适应优化。缺口:错边缺陷的现场验证数据缺失,论文提及预装配焊件的相对位置固定,错边缺陷无法在焊道中复现,导致模型对该缺陷的现场验证不足;
切入思路:设计可调节工件对位的实验平台,模拟不同程度的错边缺陷,补充现场验证数据,优化模型对该缺陷的特征提取与识别能力。缺口:传感系统的工业长效性适配不足,论文提及相机散热、镜头飞溅、焊枪磨损等工业现场问题,仅提出常规维护方案,未设计适配工业长效运行的传感器优化方案;
切入思路:结合机器视觉的抗污染算法(如熔池图像去飞溅、去雾)和传感器的工业防护设计(如水冷CCD相机、防飞溅焊枪喷嘴),提升传感系统的长效性,减少人工维护成本。缺口:模型未实现焊接参数的自动闭环调整,研究仅实现了缺陷的识别与报警,未结合焊接缺陷类型给出具体的参数调整方案,尚未达到完全的智能化;
切入思路:构建“缺陷类型-焊接参数调整规则”的映射库,结合PID控制算法,实现焊接参数的自动闭环调整,从“缺陷检测”升级为“质量控制”。
五、论文完整逻辑链梳理
本研究以挖掘机臂机器人MAG焊接的在线质量监测为核心研究目标,遵循“提出问题→分析问题→设计方案→实验验证→得出结论”的经典科研逻辑,逻辑链清晰且环环相扣,所有环节均贴合工业实际需求:
提出问题:工程机械关键部件的焊接质量直接影响产品安全,现有焊后无损检测适配性差、单源传感易受焊接环境干扰、传统检测模型未兼顾实时性与低漏警率,无法满足机器人焊接的智能化生产需求;
分析问题:问题的本质包含三层——一是焊接过程的动态性和环境复杂性导致单源感知难以全面表征焊接状态,二是熔池视觉特征提取的“实时性与区分性”难以兼顾,三是工业焊接对低漏警率的严格要求未在模型决策中体现;
设计方案:针对性设计“多源传感+轻量级特征提取+阈值优化集成学习”的一体化方案,构建熔池视觉、电弧声、电流、电压的四源传感系统实现特征互补,提出Res2-MobileNetV3网络解决熔池视觉特征提取的实时性问题,融合SVM、RF、KNN并设计缺陷阈值决策(DD)策略优化漏警率,搭建基于Web的监测系统实现闭环;
实验验证:首先在实验室构建13304组多工况数据集,完成模型训练与性能对比,验证DD模型优于基础模型与ID策略;随后在挖掘机臂实际焊接产线做现场测试,结合国标焊后无损检测交叉验证,验证系统的工业适配性;
得出结论:构建的多源传感系统可有效感知复杂焊接环境下的动态参数,Res2-MobileNetV3网络能实现熔池特征的高效、实时提取,DD模型的缺陷识别准确率96.59%、召回率97.06%,现场测试2秒内报警且平均准确率90%,该方法为复杂场景机器人焊接的智能质量监测提供了可复现的技术路径和科学方法,为后续焊接质量的闭环控制奠定基础。
【个人思考衔接】
▢ 对论文方法的疑问与验证思路:
▢ 可直接复用在自身课题的内容:
▢ 拟拓展的研究方向: