

本文基于Chen等2023年发表的《Multisensor fusion-based digital twin for localized quality prediction in robotic laser-directed energy deposition》展开深度解读,从研究背景、技术方法、学术创新、研究缺口等维度拆解论文的科研逻辑与技术细节,提炼可复用的研究思路,为增材制造原位监测与质量预测领域的课题研究提供参考。
【论文基础索引】
论文标题:Multisensor fusion-based digital twin for localized quality prediction in robotic laser-directed energy deposition(基于多传感器融合的数字孪生用于机器人激光定向能量沉积的局部质量预测)
核心作者:第一作者Lequn Chen(Advanced Remanufacturing and Technology Centre (ARTC), ASTAR);通讯作者Xiling Yao(Singapore Institute of Manufacturing Technology (SIMTech), ASTAR)、Seung Ki Moon(School of Mechanical and Aerospace Engineering, Nanyang Technological University)
发表期刊/会议:Robotics and Computer–Integrated Manufacturing
发表时间:2023
卷期/页码:84 (2023) 102581
核心标签:Additive Manufacturing, Laser-directed energy deposition, Multisensor fusion, Digital twin, Quality prediction(增材制造、激光定向能量沉积、多传感器融合、数字孪生、质量预测)
一、论文核心背景与问题
本研究聚焦机器人激光定向能量沉积(L-DED) 增材制造的原位缺陷检测与局部质量预测,是增材制造在航空、海洋、近海工业大型金属件生产中落地的关键技术问题,其研究逻辑起点围绕行业痛点、现有研究局限、解决思路与核心贡献层层展开:
1. 行业/学术核心痛点
L-DED作为大型金属增材制造的核心工艺,虽能实现复杂几何零件的制造,但质量一致性、尺寸精度和工艺可重复性 难以保证;即使采用预优化的工艺参数,局部热累积、表面波动、速度不一致和气体截留仍会产生匙孔孔隙、热裂纹 等缺陷,此类缺陷会严重损害零件力学性能;而传统质量检测多为破坏性的离线检测,缺乏早期、局部化的缺陷检测手段,易导致生产失败。
2. 现有主流研究的进展与关键局限性
现有研究已开发出视觉、红外热成像、声学等单模态原位监测技术,并结合机器学习实现缺陷预测,但论文原文指出其存在三大核心局限性,且现有多传感器融合研究多集中于激光粉末床熔融(L-PBF),在L-DED中鲜有报道:
缺乏位置特异性的质量预测能力:现有模型多基于次优参数人工引入缺陷的试样训练,而实际生产中缺陷随机出现在零件不同位置,模型与实际生产脱节;
单模态传感无法全面捕捉熔池复杂行为:视觉传感器仅提供熔池几何信息,温度灵敏度有限;短波红外(SWIR)热传感器需耗时的温度校准,测温误差影响模型鲁棒性;声学传感器虽灵敏度高,但易受L-DED工艺的环境噪声干扰,无单一传感方式能稳健预测缺陷;
L-DED的多传感器融合研究缺乏时空融合方法:现有多传感器融合未将传感器特征与零件空间位置关联,无法实现内部质量的3D映射,仅少数研究实现了L-DED轨迹几何的预测,未涉及内部缺陷的局部化预测。
3. 论文提出的核心解决思路
针对上述局限性,论文提出多传感器融合的数字孪生(MFDT) 框架,核心解决思路为:
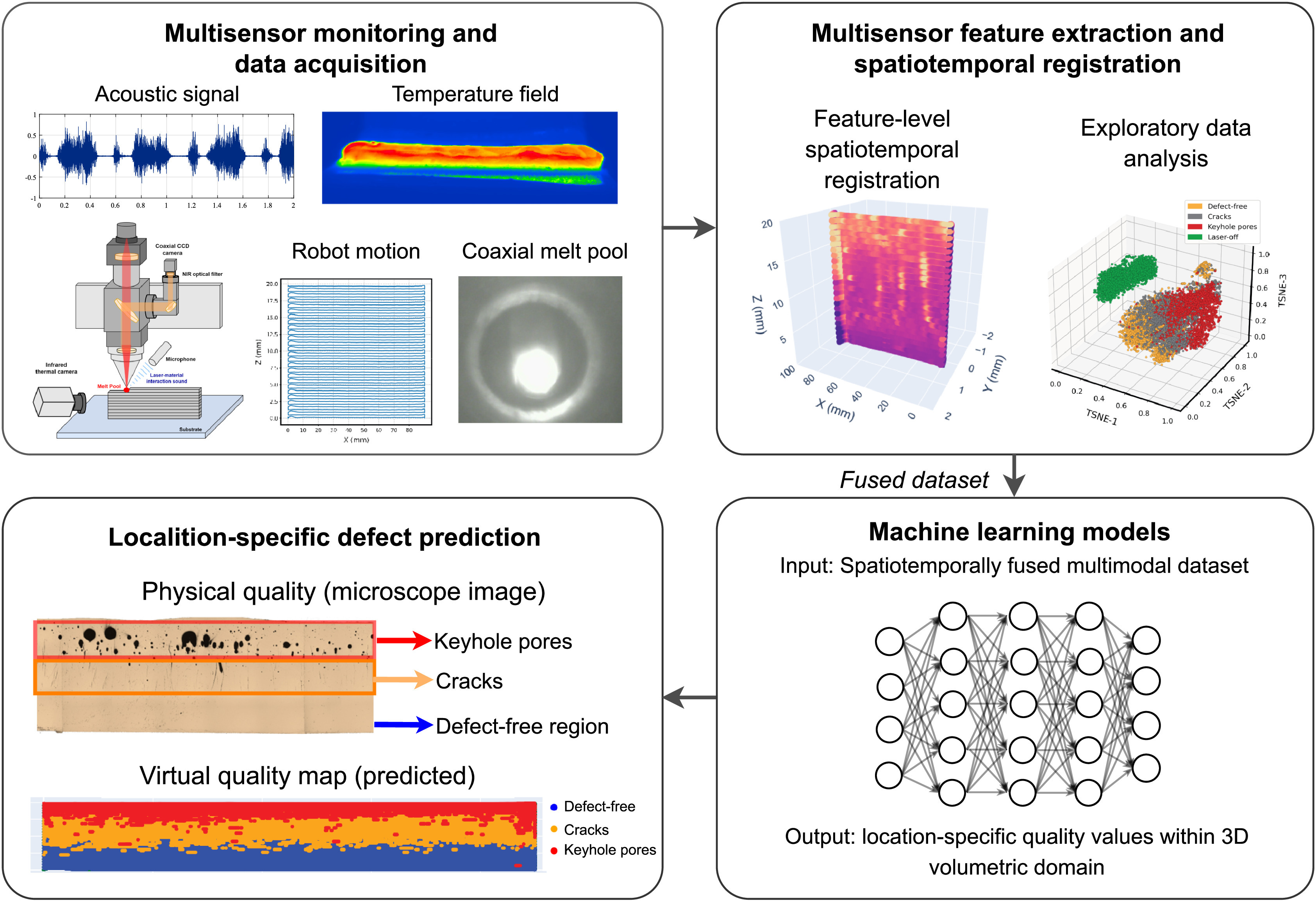
集成同轴熔池视觉相机、麦克风、离轴SWIR热像仪 三种传感器,提取熔池几何、声学、温度场多模态特征;
开发时空数据融合方法,将多传感器特征与机器人实时工具中心点(TCP)位置数据同步,实现特征的空间注册;
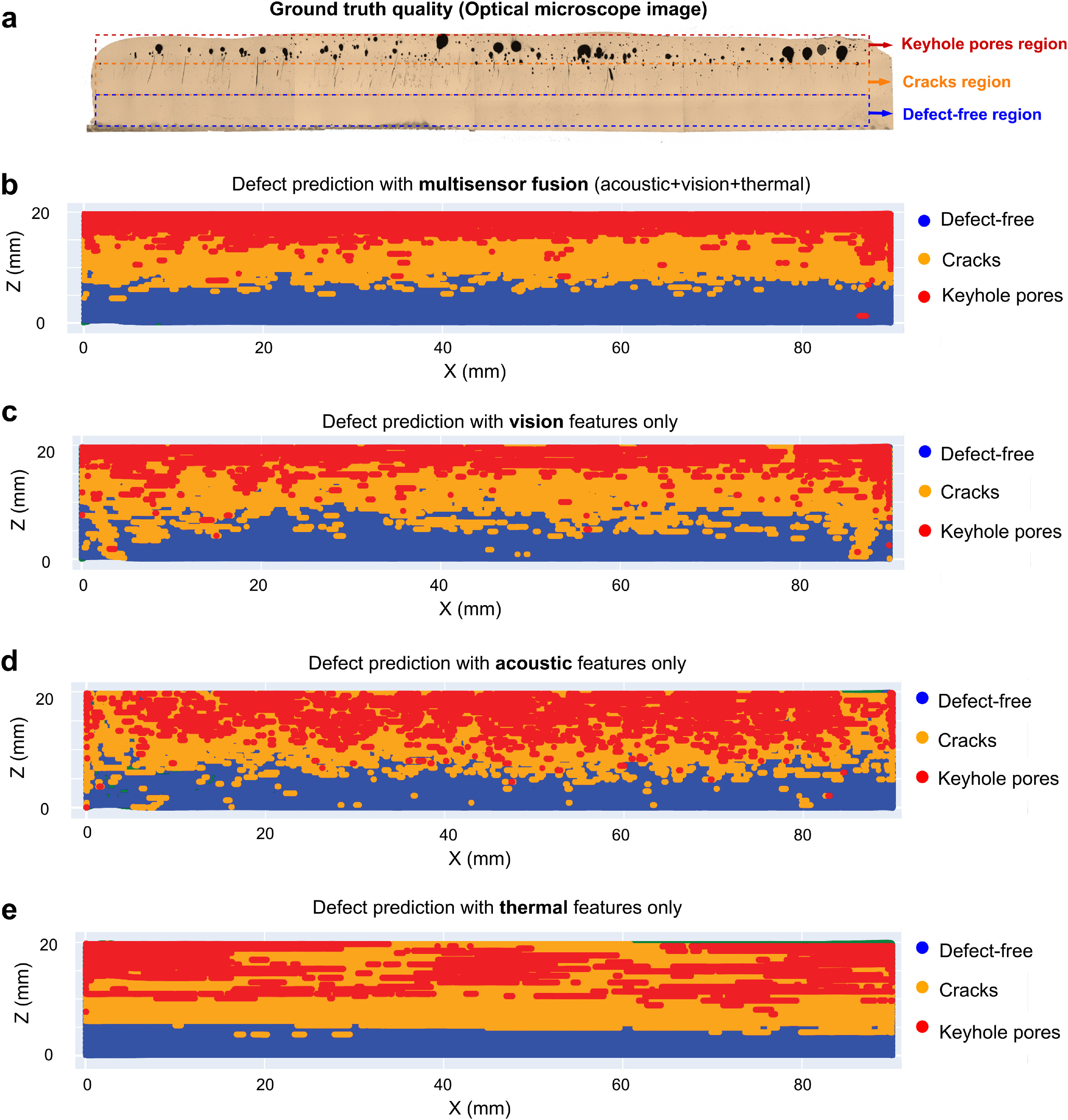
以光学显微镜(OM) 图像为真实标签,采用区域级标注规则训练监督机器学习模型,实现laser-off、defect-free、cracks、keyhole pores 四类质量状态的分类;
将模型预测结果与TCP位置关联,生成零件3D体积内的虚拟质量图,替代破坏性物理检测,实现局部质量预测。
4. 论文最终实现的核心效果与贡献
通过实验验证,MFDT框架相比传统单传感器方法实现了性能的显著提升,核心量化结果如下:
整体质量预测准确率96%,ROC-AUC分数99%,虚警率仅4.4%;
生成的虚拟质量图与OM观测的实际质量高度匹配,能精准定位缺陷在零件3D体积中的位置;
框架与双机器人混合增材-减材制造系统适配,为缺陷的自动化去除和自适应混合加工策略奠定基础。
二、核心技术方法拆解
本研究的技术方法形成了“硬件采集-软件处理-特征融合-模型训练-质量映射” 的完整闭环,论文原文对实验设计、实施步骤、技术细节均做了详细披露,以下按实验平台与设计→核心实施步骤→关键技术细节 的逻辑拆解。
(一)实验平台与设计
实验平台的设计围绕“贴近实际生产、实现时空关联、保证验证严谨性” 三大核心原则展开,与同领域研究相比,最大的创新点为未人工引入缺陷、实现传感器特征与机器人位置的时空同步,具体设计细节如下:
1. 硬件架构:双机器人混合增材-减材集成系统

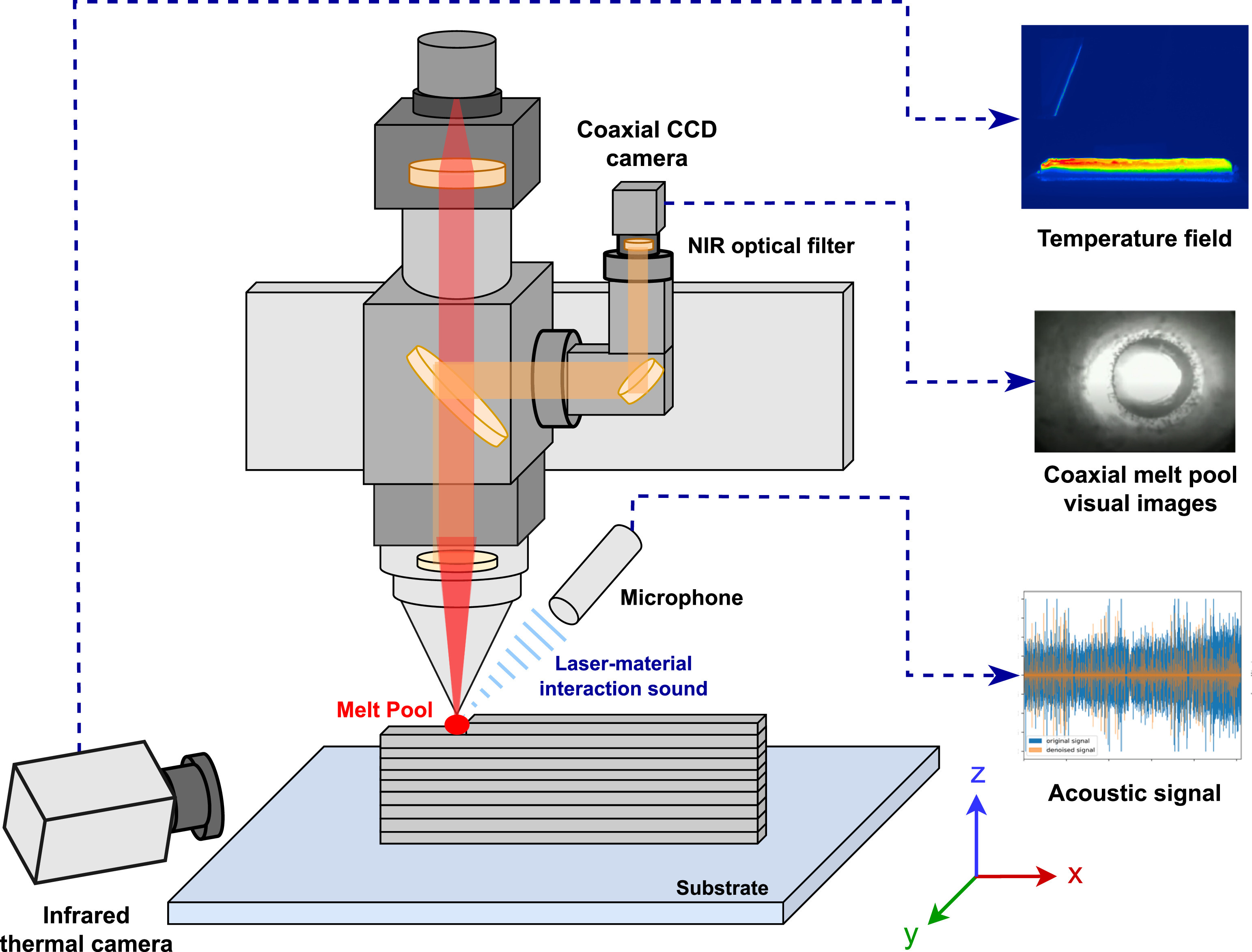
核心硬件为新加坡制造技术研究院(SIMTech)的6轴工业机器人+2轴定位器 双机器人混合系统,包含L-DED单元和机器人加工单元,可实现“增材制造-缺陷检测-加工去除”的一体化;集成三类核心传感设备,同时采集机器人运动位置数据,硬件参数与功能如下:
同轴CCD相机:30Hz采集频率,搭载近红外(NIR)带通滤光片,隔离熔池与粉末飞溅,用于熔池几何特征提取;
SWIR热像仪:30Hz采集频率,垂直于打印壁布置,采集整个单珠壁的感兴趣区域(ROI)温度场,用于温度特征提取;
麦克风:频率响应50~20000Hz,采样率44100Hz,靠近激光喷嘴布置,采集激光-材料相互作用的声学信号;
机器人TCP位置:KUKA机器人伺服编码器,250Hz采集频率,通过以太网实现与PC的通信,为特征提供空间位置信息。
2. 软件架构:基于ROS的多节点实时处理系统
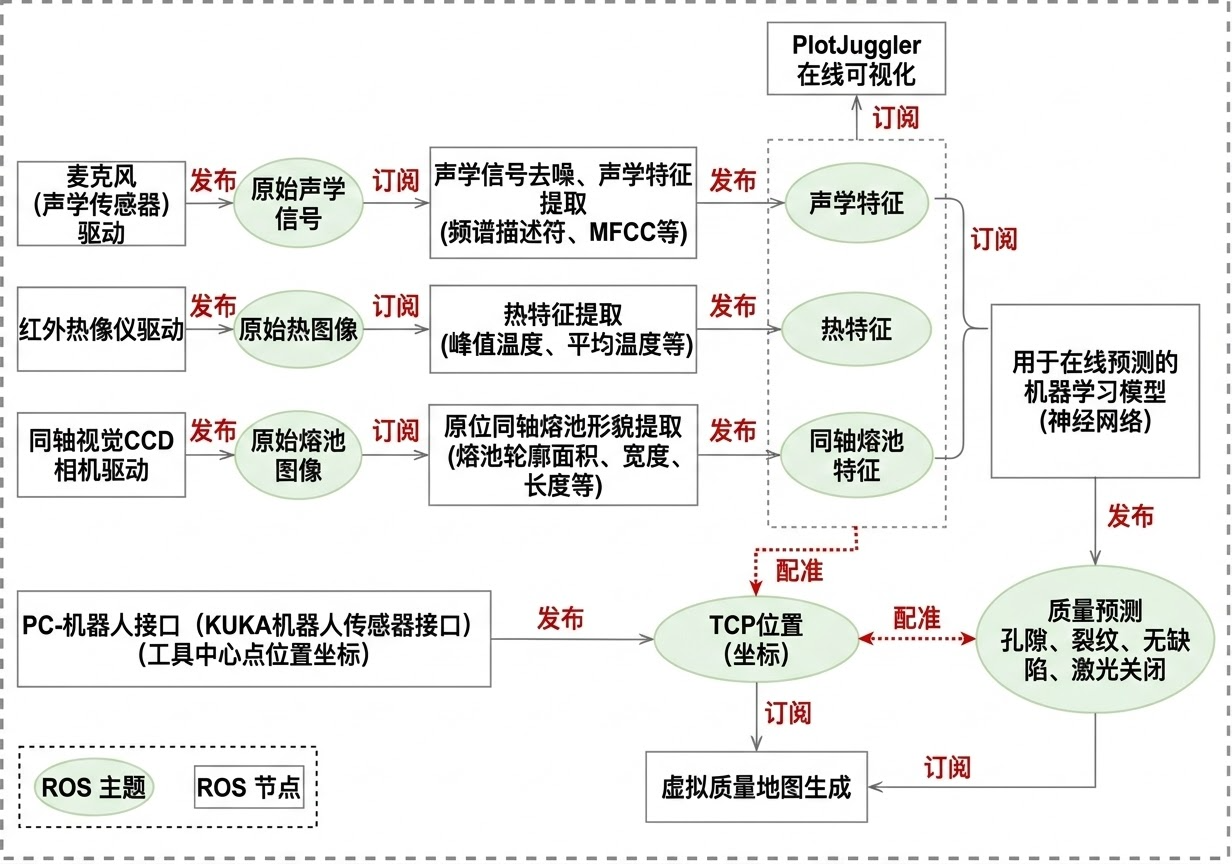
采用机器人操作系统(ROS) 开发多节点软件架构,实现传感器/机器人与PC的通信、数据处理、特征提取、模型推理和虚拟质量图生成,核心节点功能为:
驱动节点:通过传感器SDK采集原始数据,发布至对应ROS话题;
特征提取节点:独立处理各传感器原始数据,提取特征后统一以30Hz发布;
模型推理节点:部署训练好的机器学习模型,接收融合特征并输出质量预测结果;
可视化/映射节点:通过PlotJuggler实现传感器特征的实时可视化,将预测结果与TCP位置关联生成虚拟质量图。
3. 实验变量与材料控制:保证数据集的实际生产适配性
实验材料:商用马氏体时效钢C300粉末,为航空领域常用L-DED材料;
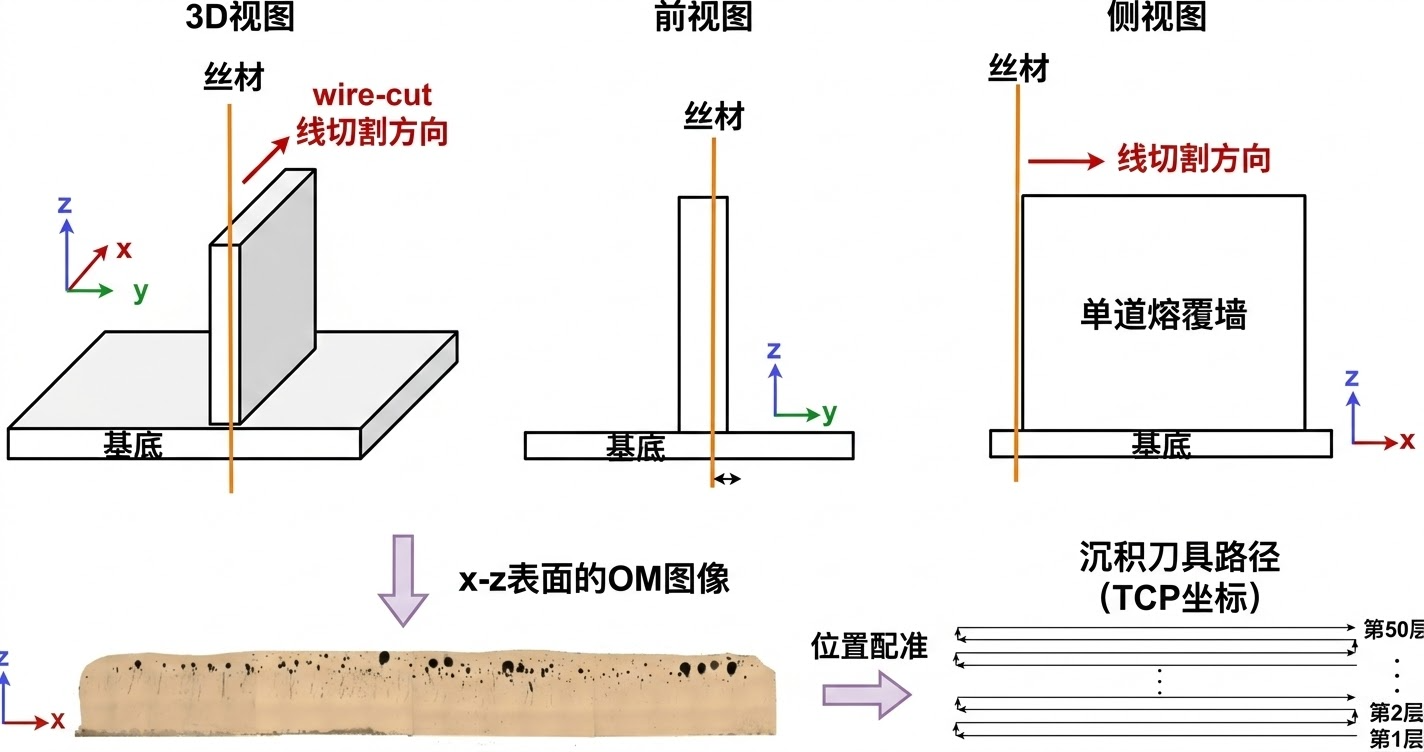
零件结构:单珠壁构件(90mm×42.5mm,50层),简化工艺轨迹,聚焦缺陷的局部化预测;
工艺参数控制:能量密度恒定(0.92 kW·s/mm),激光功率(2.3kW/2.53kW)与扫描速度(25mm/s/27.5mm/s)成比例变化,通过调控层间停留时间(0/5/10s) 减少局部热累积,使缺陷自然出现在零件不同位置,未通过次优参数人工引入缺陷。
4. 数据集构建与标签标注:区域级标注适配工程实际
数据集规模:6个单珠壁试样,提取27个多传感器特征(4个温度特征、9个熔池几何特征、14个声学特征),共292200个数据点,每个数据点对应机器人TCP的一个空间位置;
数据集划分:采用分层随机划分(8:2)为训练/测试集,解决数据不平衡问题;
标签标注规则:区域级标注(而非单个缺陷检测),以500ms信号段(对应约12mm沉积长度)为一个质量区域,若段内存在裂纹/匙孔孔隙则标注为对应缺陷,缺陷间1~2mm的窄间隙标注为相邻缺陷类别;标签分为四类:laser-off、defect-free、cracks、keyhole pores;
标注依据:OM图像为真实标签,通过线切割获得零件x-z截面,拍摄OM图像确定缺陷的实际位置。
5. 验证方案:多维度评估保证结果可靠性
超参数优化:网格搜索+10折交叉验证,遍历所有超参数组合,选取交叉验证分数最高的组合;
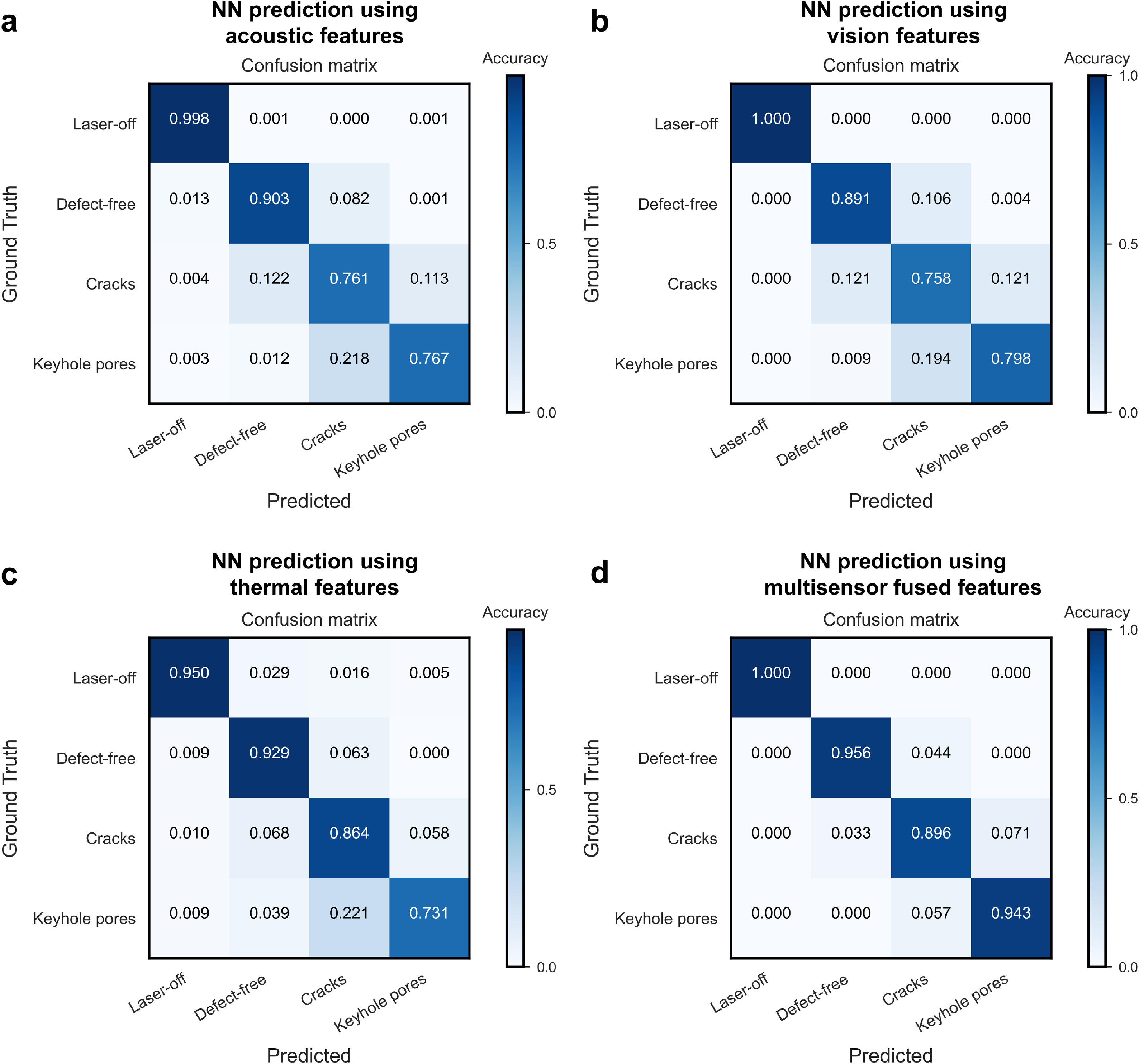
模型评估:5次独立实验取平均结果,评估指标包括准确率、ROC-AUC、混淆矩阵、虚警率;
对比验证:对比多传感器融合与单传感器(视觉/声学/热)的预测性能,验证虚拟质量图与OM实际质量的匹配度。
(二)核心实施步骤
本研究的技术方法可拆解为7个步骤,形成完整的技术闭环:
步骤1:多传感器原位监测与原始数据采集
基于ROS平台同步采集同轴熔池图像、SWIR热像仪温度场数据、麦克风声学信号、机器人TCP位置数据,所有原始数据发布至对应ROS话题,实现多源数据的实时采集。
步骤2:多传感器特征提取
对三类传感器的原始数据分别进行特征提取,将高维原始数据转化为低维有效特征,所有提取的特征统一为30Hz发布,为后续时空融合做准备:
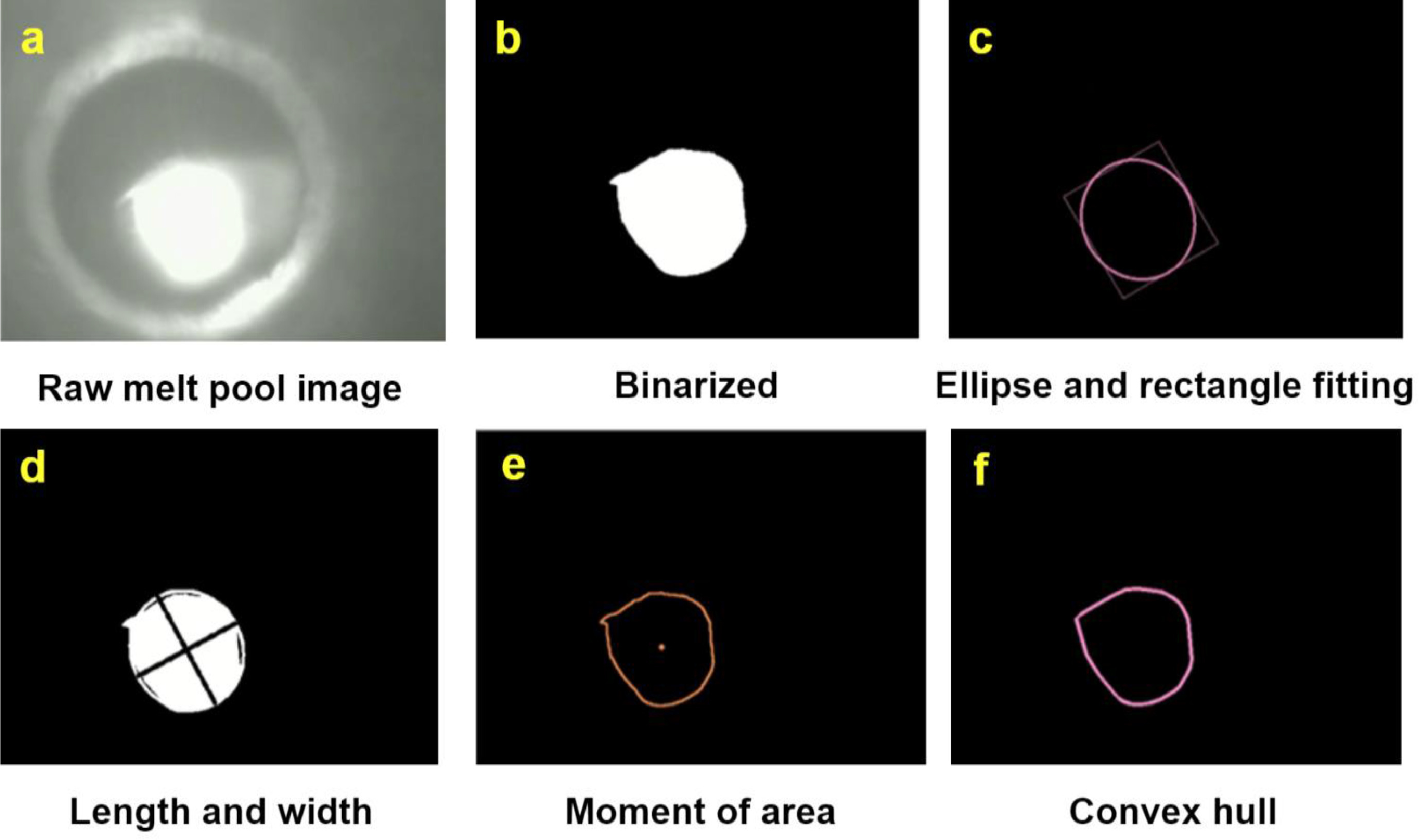
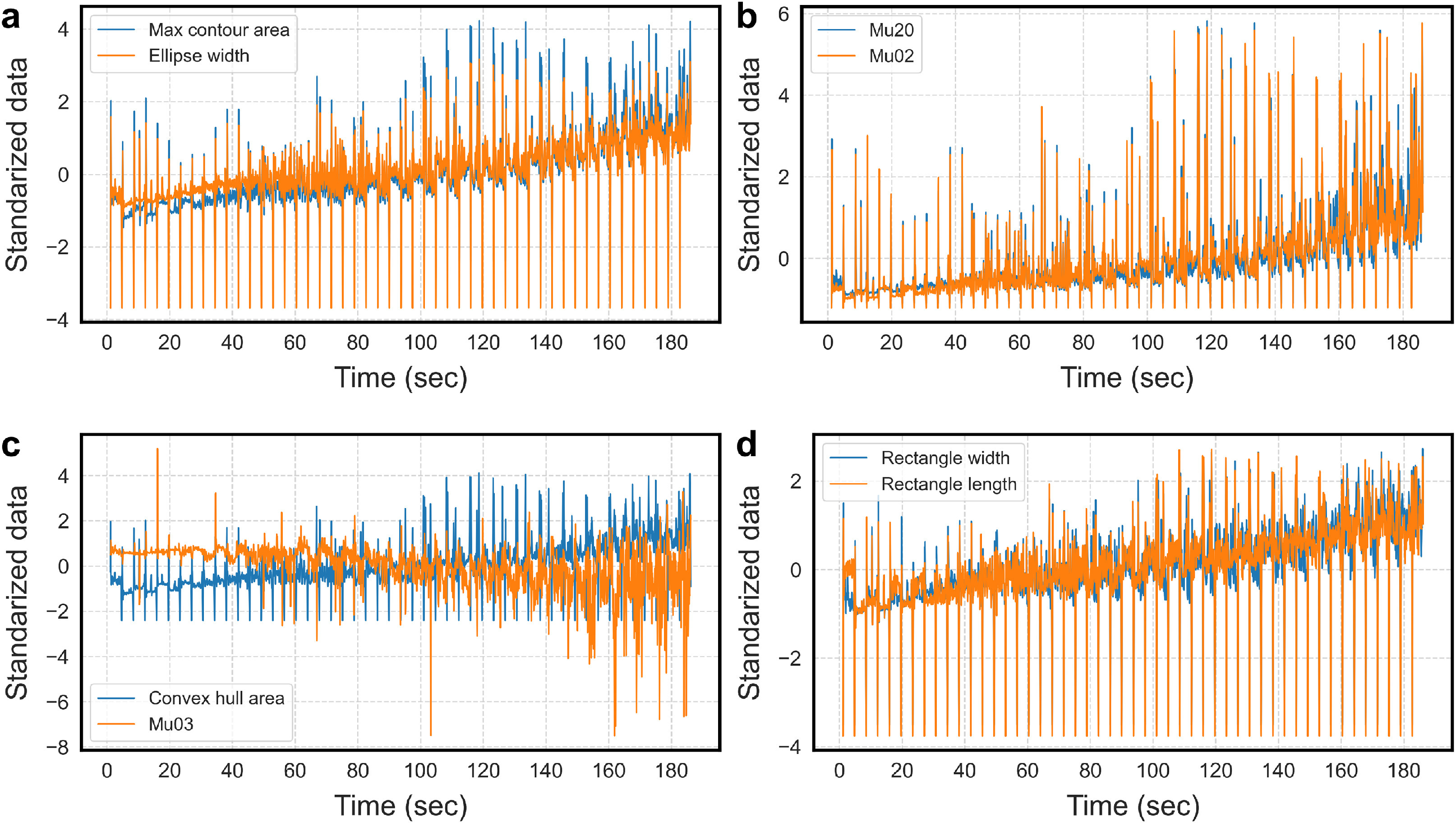
视觉特征:提取熔池轮廓面积、质心位置、中心矩、凸包面积、最小方向包围盒/椭圆的宽长等9个特征;
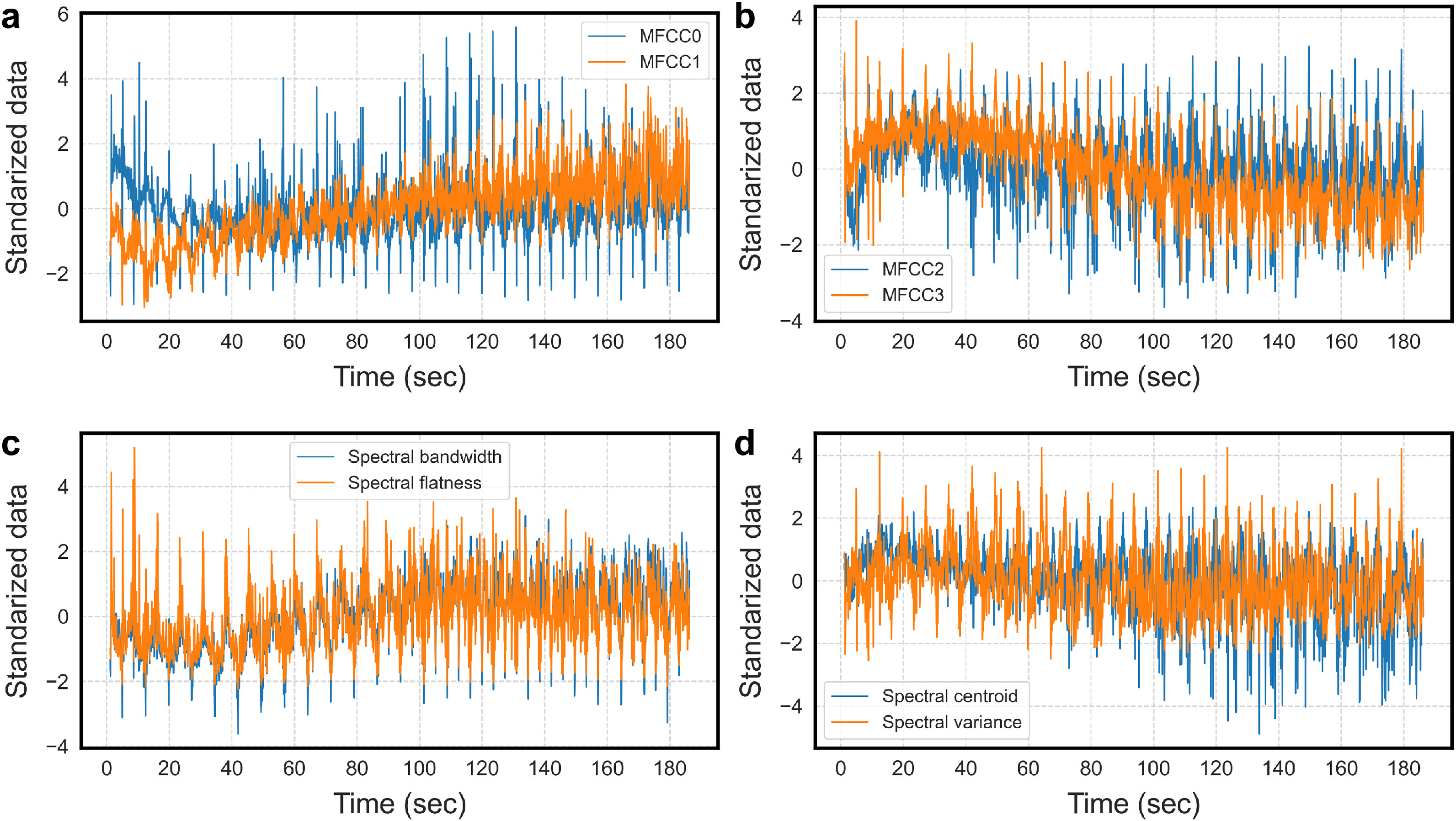
声学特征:采用论文前期提出的声学去噪策略处理噪声后,提取12个MFCC、谱质心、谱带宽等14个特征;
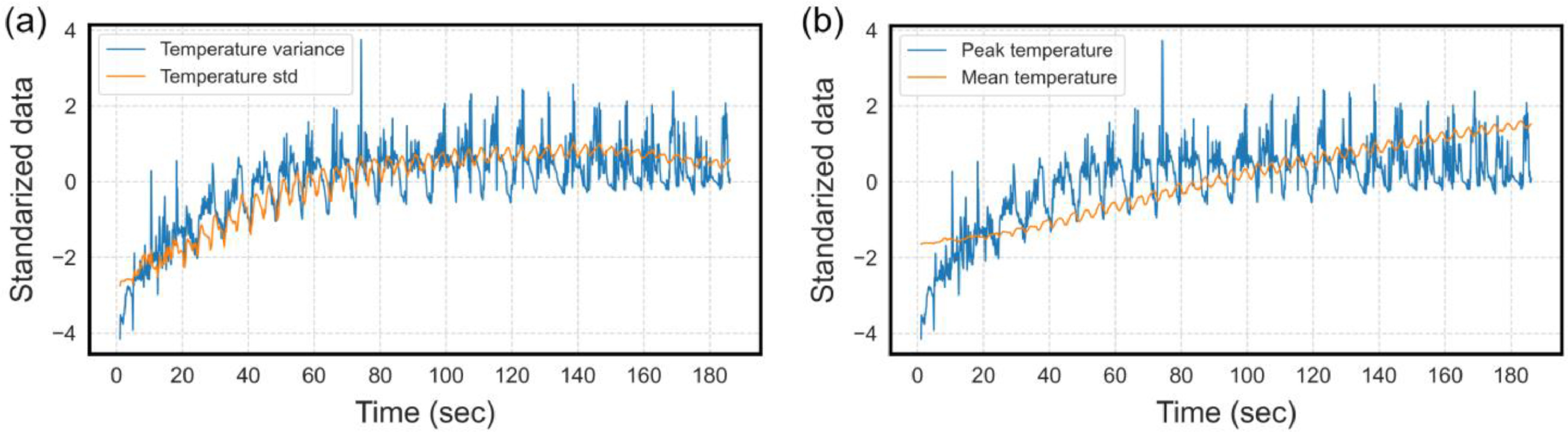
温度特征:提取ROI内峰值温度、平均温度、温度方差/标准差等4个特征。
步骤3:时空数据融合与特征注册
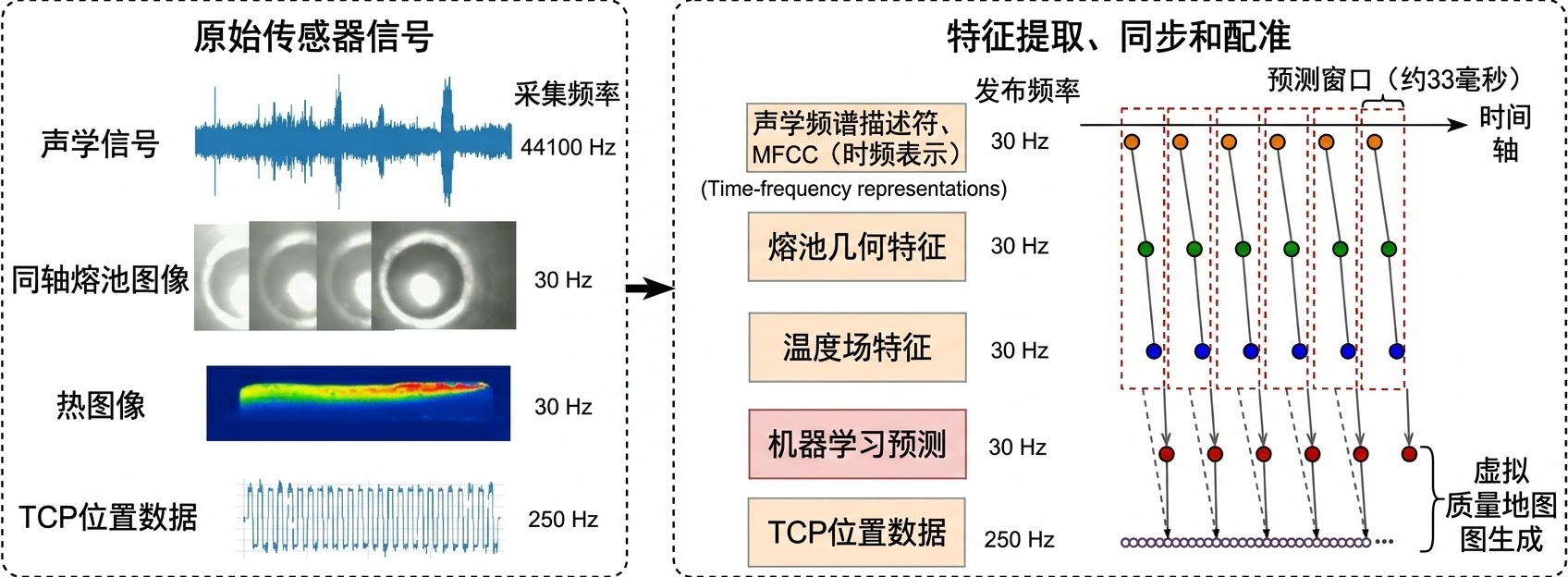
采用ROS的Approximate Time Synchronizer 算法,将多传感器特征与机器人TCP位置数据在33ms阈值 内实现时间同步,将特征与TCP的x/y/z坐标关联,完成空间注册,形成时空融合的多模态数据集,这是实现局部质量预测的核心前提。
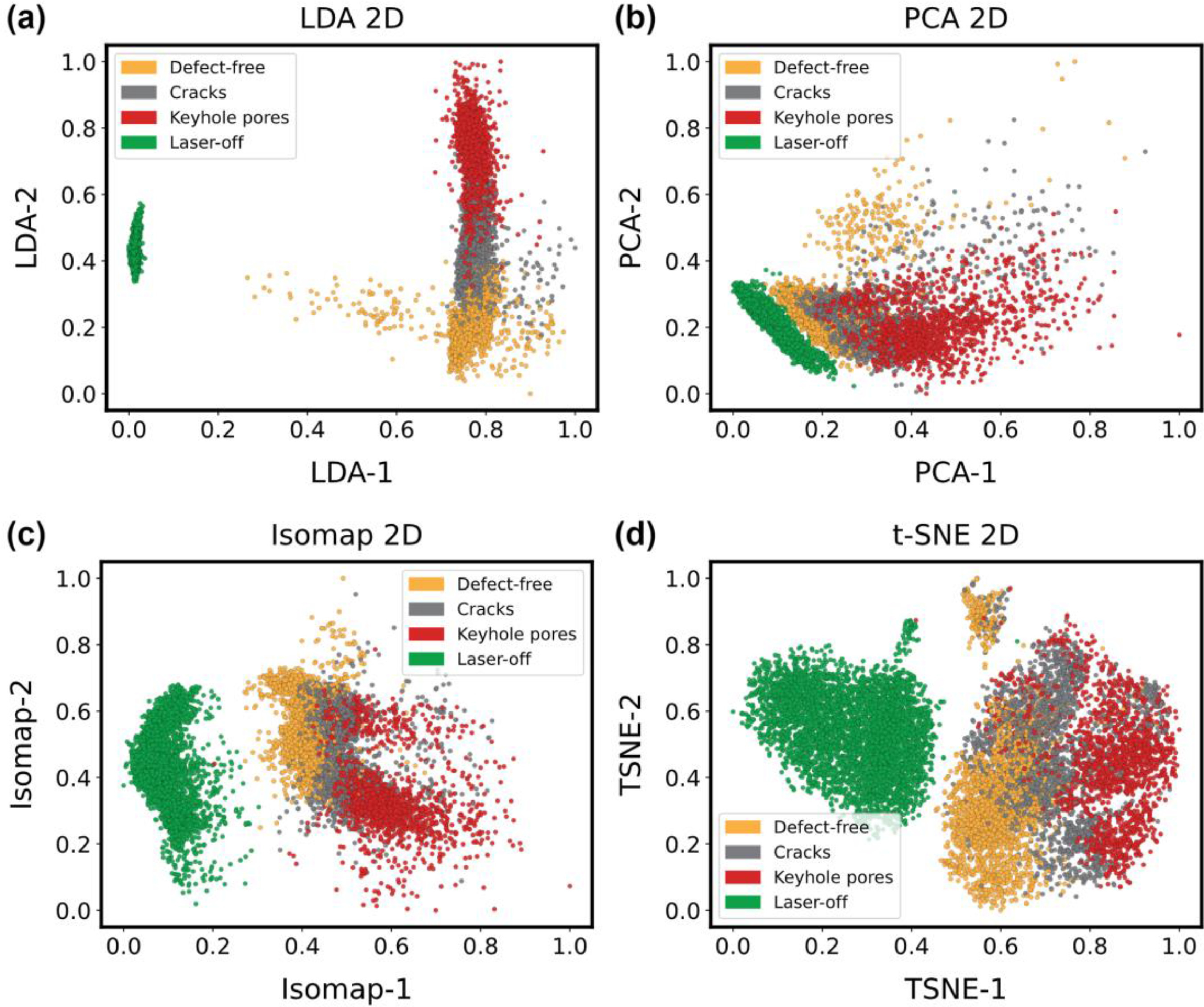
步骤4:探索性数据分析(EDA)
对融合后的多模态数据集进行EDA,验证数据集的可分性,为机器学习模型选型提供依据:

特征相关性分析:通过Spearman相关矩阵 分析27个特征间的内在关联;

降维分析:采用LDA、PCA、Isomap、t-SNE四种降维算法,将高维特征映射到2D空间,观察四类质量状态的聚类效果。
步骤5:机器学习模型训练与超参数优化
选取7种经典的监督学习算法(SVC、KNN、DT、RF、NN、LR、GB),基于Scikit-learn Python包实现模型训练,通过网格搜索+10折交叉验证 优化各模型的超参数,以OM图像的真实标签为监督信号,构建质量状态分类模型。
步骤6:最优模型筛选与部署
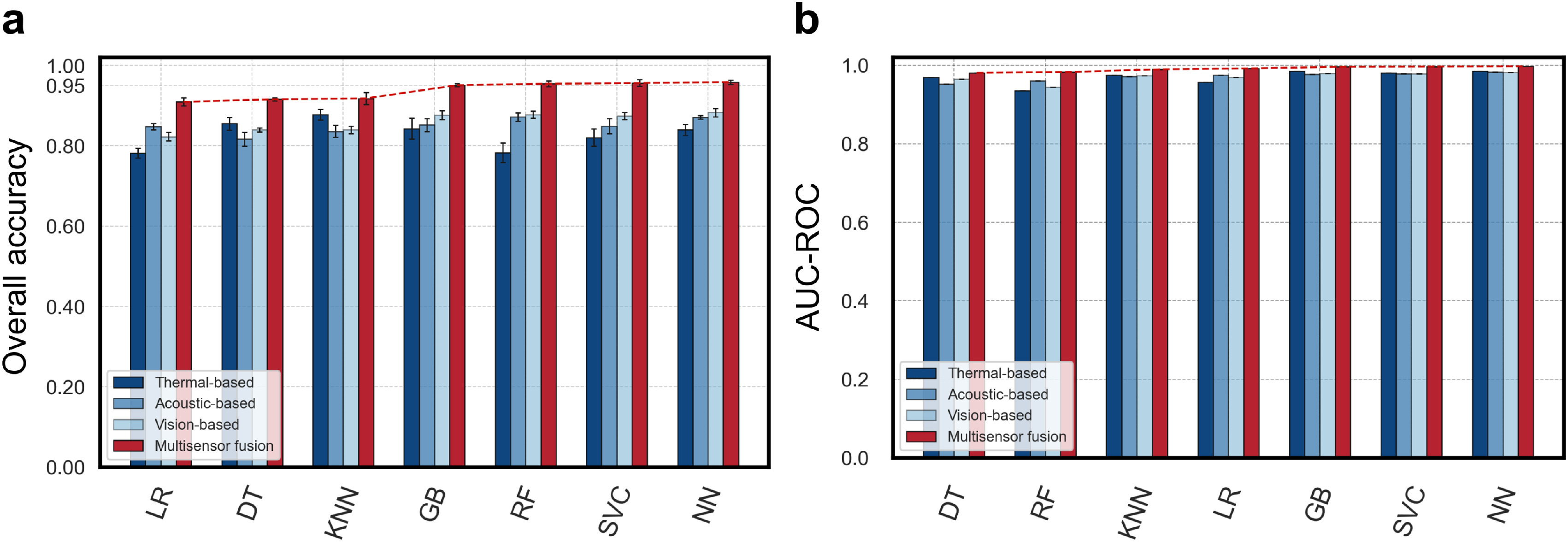
通过多维度评估筛选出神经网络(NN) 为最优模型,将其部署在ROS的模型推理节点,实时接收时空融合的多传感器特征,输出质量状态预测结果,并将预测结果与TCP位置关联。
步骤7:虚拟质量图生成与性能验证
将模型的质量预测结果与TCP的x/y/z坐标绑定,生成零件3D体积内的虚拟质量图,实现缺陷的位置特异性可视化;同时从准确率、ROC-AUC、混淆矩阵、虚警率等维度对比多传感器融合与单传感器的预测性能,验证虚拟质量图与OM实际质量的匹配度。
(三)关键技术细节
1. 传感器核心参数与选型依据
所有传感器均为商用设备,选型依据为L-DED工艺的监测需求,兼顾灵敏度与工程可部署性:
同轴CCD相机:NIR带通滤光片的选型是为了隔离熔池与粉末飞溅,避免飞溅对熔池几何特征提取的干扰;
SWIR热像仪:垂直于打印壁布置,选型依据为能完整捕捉单珠壁的ROI温度场,材料发射率设为0.5(马氏体时效钢C300的固有属性);
麦克风:高频响(50~20000Hz)的选型依据为激光-材料相互作用的声学信号主要分布在该频段,高采样率(44100Hz)保证声学特征的完整性。
2. 数据处理的核心算法与开源工具
所有算法与工具均为开源,可直接复现:
特征提取工具:OpenCV C++库(熔池几何特征)、Scikit-learn(特征降维与模型训练);
时间同步算法:ROS message filter的Approximate Time Synchronizer(阈值33ms);
可视化工具:PlotJuggler(实时传感器特征可视化);
超参数优化:网格搜索(Grid Search)+10折交叉验证。
3. 特征提取的机理支撑
所有特征的选取均基于L-DED工艺的缺陷生成机理,特征波动与缺陷形成强相关:
熔池几何特征:反映熔池的传热状态和工艺稳定性,几何特征的异常波动指示局部热累积,是匙孔孔隙和裂纹生成的直接原因;
声学特征:与熔池宽度强相关(MFCC0/1与熔池宽度正相关,MFCC2/3与熔池宽度负相关),声学频段能量的变化反映熔池的不稳定状态;
温度场特征:反映打印过程的热传导机制变化,峰值温度/温度方差的异常升高指示局部热累积,是缺陷生成的核心诱因。
4. 机器学习模型的超参数与选型依据
EDA结果显示数据集存在非线性可分性,因此非线性模型(如NN、RF)的性能优于线性模型(如LR),论文最终筛选出的NN最优超参数 为:
神经元数量:(16, 64, 256);
正则化参数Alpha:0.1;
激活函数:ReLU;
模型选型的核心依据为:NN能处理高维、非线性可分的多模态数据集,适配本研究的特征分布特点。
5. 核心参数的设计规范与应用适配性
所有核心参数的设计均兼顾模型性能与工程实际需求,无纯理论化的参数设计:
时间同步阈值33ms:对应预测延迟<1mm,满足工业生产中缺陷边界识别的精度需求;
区域标注的500ms段长:试错后确定的最优值,兼顾机器学习模型的准确率和时空分辨率;
层间停留时间0/5/10s:使缺陷出现在零件不同位置,保证数据集覆盖不同缺陷位置场景,提升模型的位置特异性预测能力。
三、学术创新与研究价值
本研究的学术创新紧密围绕论文原文指出的现有研究局限性,实现了L-DED局部质量预测领域的多项首次突破,研究价值兼具学术理论补全与实际工程落地潜力,所有创新点均基于论文原文,无杜撰对比研究。
(一)差异化学术创新
本研究的创新点与现有研究的局限性一一对应,核心突破在于填补了L-DED多传感器融合局部质量预测的研究空白,相比L-PBF的多传感器融合研究,实现了针对L-DED工艺的适配与拓展,四大核心差异化创新 如下:
1. 首次提出L-DED的时空数据融合方法,实现位置特异性的质量映射
将多传感器特征与机器人实时TCP位置数据进行时间同步+空间注册,使质量预测结果能精准关联到零件3D体积的具体位置,解决了现有研究缺乏局部化质量预测能力 的核心问题;相比Perani et al.(2023)的L-DED轨迹几何多传感器融合预测,本研究进一步实现了内部缺陷的3D体积质量映射,而非仅轨迹几何的预测。
2. 构建贴近实际生产的自然缺陷数据集,突破人工缺陷试样的研究局限
实验未通过次优参数人工引入缺陷,而是采用预优化工艺参数,通过调控层间停留时间使缺陷自然、随机出现在零件不同位置,数据集的缺陷分布与实际生产高度一致;解决了现有模型训练数据与实际生产脱节的问题,提升了模型的工程实用性。
3. 提出面向L-DED的多传感器融合数字孪生(MFDT)框架,填补L-DED内部质量映射的研究空白
首次将同轴视觉、SWIR热成像、声学 三种传感器进行特征级融合,结合数字孪生实现了L-DED物理实体到虚拟空间的质量映射;相比Pandiyan et al.(2022)、Li et al.(2022)等L-PBF的多传感器融合研究,本研究是首个将多传感器融合应用于L-DED内部缺陷质量预测的研究,解决了单模态传感的固有缺陷,提升了预测的鲁棒性。
4. 设计适配工程实际的区域级缺陷标注规则,实现预测结果的直接落地
摒弃现有研究的单个缺陷检测 思路,采用500ms信号段的区域级标注,将缺陷区域整体标注为对应类别,符合工业生产中缺陷区域需整体加工去除 的工艺要求;解决了精准缺陷检测难以在工程中落地的问题,提升了模型的实际应用价值。
(二)研究价值
本研究的价值从学术理论补全 和实际落地潜力 两个维度展开:
1. 学术理论补全
丰富了L-DED增材制造的原位监测理论,首次建立了多传感器特征与零件空间位置的时空关联模型,为增材制造的局部质量预测提供了新的理论方法;
揭示了L-DED工艺中多传感器特征的内在关联,通过Spearman相关矩阵发现声学特征与熔池几何特征强相关,为声学传感在L-DED中的应用提供了理论依据;
完善了增材制造数字孪生的应用体系,将多传感器融合与数字孪生结合,实现了物理质量到虚拟空间的精准映射,为增材制造数字孪生的构建提供了可复现的框架。
2. 实际落地潜力
预测性能优异:96%的准确率、99%的ROC-AUC、4.4%的虚警率,远优于单传感器方法(视觉/声学/热的虚警率均>8%),能实现缺陷的精准、低误报预测,减少生产中的无效检测;
替代破坏性检测:生成的虚拟质量图无需线切割和OM观测,直接实现非破坏性的质量检测,降低了检测成本和时间,提升了生产效率;
工程可部署性高:硬件为商用设备,软件基于开源ROS平台开发,传感器集成难度低,可直接移植到工业现场的L-DED设备;
适配一体化生产:与双机器人混合增材-减材系统无缝衔接,预测的缺陷位置可直接引导机器人加工单元去除缺陷,为实现L-DED自适应混合加工策略 奠定了基础,可直接应用于航空、海洋等领域的大型金属件生产。
四、研究启发与缺口挖掘
本研究为增材制造原位监测与质量预测领域的课题研究提供了大量可复用的技术与思路,同时论文原文也明确指出了研究的局限性,结合研究边界可合理推导未覆盖的研究缺口,每个缺口均配套可执行的切入思路,直接服务于课题设计。
(一)可复用技术与思路
论文原文披露的技术方法、框架设计、实验思路均具有跨场景的可迁移性,可直接复用至增材制造、焊接、精密加工等智能制造领域,以下为核心可复用内容,明确适配场景、复用方式与注意事项:
1. 基于ROS的多传感器同步采集与处理框架
适配场景:增材制造/智能制造的多传感器原位监测系统开发;
复用方式:借鉴ROS的多节点架构,采用传感器SDK驱动节点采集原始数据,独立节点进行特征提取,利用Approximate Time Synchronizer实现多传感器数据与运动控制数据的时间同步;
注意事项:根据传感器采集频率调整时间同步阈值,平衡同步精度与系统实时性。
2. 多传感器特征的时空融合方法
适配场景:需要位置特异性预测的智能制造工艺(如L-DED、焊接、精密加工);
复用方式:将传感器特征与设备运动位置数据(机器人TCP、机床坐标)进行时空注册,使感知数据与物理空间位置关联,实现局部质量/缺陷预测;
注意事项:保证运动位置数据的采集频率高于传感器特征频率,减少空间注册的误差。
3. 贴近实际生产的数据集构建与区域级标注规则
适配场景:增材制造/工业检测的机器学习模型训练,尤其是缺陷随机出现的工艺;
复用方式:不通过次优参数人工引入缺陷,而是通过调控工艺参数使缺陷自然出现;采用区域级标注替代单个缺陷标注,标注规则结合实际生产的工艺需求;
注意事项:区域级标注的段长需通过试错确定,兼顾模型准确率和时空分辨率。
4. 多模态特征的探索性数据分析流程
适配场景:高维多模态传感器数据的机器学习模型选型;
复用方式:先通过相关矩阵分析特征间的相关性,再采用LDA/PCA/Isomap/t-SNE进行降维验证数据集的可分性,为模型选型提供依据;
注意事项:对于非线性可分的数据集,优先选择神经网络、随机森林等非线性模型。
5. 增材制造数字孪生的质量映射实现方法
适配场景:增材制造数字孪生的构建,需实现物理质量到虚拟空间的映射;
复用方式:将训练好的质量预测模型部署在实时处理平台,将预测结果与设备运动位置关联,生成3D虚拟质量图;
注意事项:虚拟质量图的分辨率需与设备运动位置的采集精度匹配。
(二)研究缺口与切入思路
缺口1:热成像传感器仅适用于薄壁件,复杂几何零件存在视野遮挡问题
切入思路:采用多台不同位置布置的SWIR热像仪,通过多视角图像融合技术重构复杂几何零件的完整温度场数据,解决视野遮挡问题。
缺口2:局部质量预测方法仅在单珠壁薄壁件中验证,未拓展至3D复杂块状/多层多道零件
切入思路:以多层多道的马氏体时效钢块状零件为研究对象,优化时空融合方法以适配复杂轨迹的TCP位置数据,验证模型在3D复杂结构中的预测性能。
缺口3:MFDT框架仅实现虚拟质量映射,未建立基于预测结果的物理过程自适应闭环控制
切入思路:将模型的缺陷预测概率作为反馈信号,结合自适应控制算法实时调整激光功率、层间停留时间等工艺参数,实现缺陷的在线抑制;同时开发缺陷位置与机器人加工去除的联动策略。
缺口4:采用手工特征提取,可能遗漏潜在的缺陷相关特征
切入思路:引入CNN处理熔池图像/热像图,采用梅尔频谱+CNN处理声学信号,实现多传感器特征的自动提取,结合手工特征形成融合特征集,提升模型预测性能。
缺口5:仅针对马氏体时效钢C300验证,未拓展至其他L-DED常用金属材料
切入思路:以钛合金、镍基高温合金等航空常用L-DED材料为研究对象,优化特征提取和模型参数,验证MFDT框架的材料适配性。
五、论文完整逻辑链梳理
本论文以L-DED大型金属件生产的局部缺陷早期检测 为核心科学问题,遵循“提出问题→分析问题→设计方案→实验验证→得出结论”的经典科研逻辑,完整逻辑链为:
论文首先指出L-DED增材制造在航空等领域应用的核心痛点是质量一致性差、缺陷难以早期局部化检测,随后分析了现有单模态原位监测方法的三大局限性——缺乏位置特异性预测能力、无法全面捕捉熔池行为、L-DED多传感器融合缺乏时空融合方法,同时指出现有多传感器融合研究多集中于L-PBF,在L-DED内部质量映射中鲜有报道;针对上述问题,论文针对性设计了多传感器融合的数字孪生(MFDT)框架,集成同轴视觉、SWIR热成像、声学三种传感器,开发时空数据融合方法将多传感器特征与机器人TCP位置同步,构建贴近实际生产的自然缺陷数据集,采用区域级标注和OM图像真实标签训练监督机器学习模型;接着搭建双机器人混合增材-减材实验平台,基于ROS开发多传感器同步采集与处理系统,完成特征提取、时空融合、EDA分析,对比7种机器学习算法并通过网格搜索+10折交叉验证优化超参数,筛选出最优的神经网络模型;然后从准确率、ROC-AUC、混淆矩阵、虚警率等维度验证MFDT框架的性能,并对比多传感器融合与单传感器的预测效果,验证虚拟质量图与OM实际质量的匹配度;最终得出结论:MFDT框架实现了L-DED的局部质量预测,预测准确率96%、ROC-AUC99%、虚警率4.4%,远优于单传感器方法,虚拟质量图与实际质量高度匹配,为L-DED的自适应混合加工策略奠定了基础,同时指出了框架在复杂几何零件应用、闭环控制实现等方面的局限性,并提出了未来研究方向。
【个人思考衔接】
▢ 对论文方法的疑问与验证思路:
▢ 可直接复用在自身课题的内容:
▢ 拟拓展的研究方向: