

本文基于Lin等2025年发表的激光-MAG复合焊接缺陷监测相关论文,从科研逻辑出发深度拆解其研究背景、技术方法、学术创新与研究缺口,为焊接质量智能监测领域的课题研究提供可复用的思路与参考。
【论文基础索引】
论文标题:Online monitoring of typical welding defects in robotic laser-MAG hybrid welding based on multi-source information fusion and Stacking-PSO-LightGBM(基于多源信息融合和Stacking-PSO-LightGBM的机器人激光-MAG复合焊接典型缺陷在线监测)
核心作者:第一作者Mingquan Lin(上海交通大学材料科学与工程学院);通讯作者Yanling Xu(上海交通大学材料科学与工程学院)
发表期刊/会议:Journal of Manufacturing Processes
发表时间:2025
卷期/页码:156 (2025) 780–800
核心标签:Laser-MAG hybrid welding、Multi-source information fusion、Online defect monitoring、Ensemble learning(激光-MAG复合焊接、多源信息融合、在线缺陷监测、集成学习)
一、论文核心背景与问题
本模块严格基于论文引言部分,梳理研究的逻辑起点、现有研究局限、核心解决思路与最终研究成果,明确研究的核心价值定位。
(1)行业/学术核心痛点
激光-MAG复合焊接作为先进高效的焊接技术,通过激光与电弧热源协同实现熔深增加、焊接速度提升,但该工艺机理复杂,单传感器信号在焊接质量监测中存在固有局限:信息覆盖不全面、监测可靠性低,难以实现焊接质量的准确在线评估,成为制约该工艺智能化应用的关键问题。
(2)现有主流研究的进展与关键局限性
论文原文明确指出,现有研究虽在焊接监测和多源融合领域有一定进展,但仍存在3个核心局限性,且均未在激光-MAG复合焊接中得到有效解决:
单传感器监测的固有缺陷:视觉传感是激光-电弧复合焊接监测的主流方式,但无法捕捉电、热等关键物理信号,对部分缺陷不敏感;且工业环境下的图像噪声会降低检测精度,熔池的窄长形态也会导致视觉信息采集不完整。
激光-MAG复合焊接的多源融合研究匮乏:多源信息融合在激光焊、电弧焊中已有应用,但在激光-MAG复合焊接中研究有限,现有相关研究仅集中于视觉传感,缺乏多物理信号的融合分析。
多源融合策略各有技术短板:数据级融合对数据不稳定性敏感,且异构数据配准复杂;决策级融合计算成本高,DS证据理论等方法处理冲突证据时存在局限;特征级融合虽为最优选择,但尚未在激光-MAG复合焊接中形成系统化的应用方案。
(3)论文提出的核心解决思路
针对上述局限性,论文提出特征级多源信息融合+集成学习的激光-MAG复合焊接缺陷在线监测方案,核心逻辑为:
选取熔池/匙孔图像、焊接电流、熔池温度三类互补性强的物理信号,通过特征级融合兼顾信息保留与处理效率,规避数据级和决策级融合的短板;
对多源信号进行标准化预处理,设计轻量级网络提取图像特征、时域统计方法提取电/热信号特征;
采用多模型平均排列重要性法进行特征选择,剔除冗余特征以提升模型效率;
构建基于Stacking的集成学习模型,结合粒子群优化(PSO)优化轻量级梯度提升树(LightGBM)超参数,实现焊接缺陷的高精度、实时识别。
(4)论文最终实现的核心效果与贡献
论文通过实验验证,实现了5类激光-MAG复合焊接典型缺陷(成形良好、偏移、表面气孔、根部驼峰、未焊透)的在线识别,核心量化结果为:识别准确率98.86%,算法平均处理时间78.23ms,可在普通Intel i7–8700 CPU平台运行,完全满足工业机器人焊接质量在线监测的实时性要求;同时系统量化了多源信号各特征组的贡献度,为激光-MAG复合焊接的多源传感方案设计提供了量化依据。
二、核心技术方法拆解
本模块按实验平台与设计→核心实施步骤→关键技术细节的科研逻辑,深度拆解论文的可复现技术方法,明确每一步的设计目的、执行逻辑与核心参数,所有内容均基于论文原文披露信息,未披露部分明确标注。
(一)实验平台与设计
论文的实验平台设计贴合工业实际,变量控制科学、数据集构建合理,验证方案具备严谨性,其核心设计思路与同领域研究的差异在于实现了多物理信号的同步采集且缺陷生成贴合工业实际工艺参数偏差,具体设计细节如下:
硬件架构:分为三大模块,且各模块实现协同联动,保证信号采集的同步性
焊接模块:KUKA KR70 R2100机器人+Fronius TPS400iCMT电源+Raycus RFL-C20000激光器(波长1070–1080nm,离焦量2mm),激光前置、平位焊接,保护气体为20%CO₂+80%Ar;
多源信息采集模块:熔池相机(采集熔池/匙孔图像)+线扫红外热成像系统(采集熔池温度)+霍尔电流传感器(采集焊接电流),由工业控制计算机(IPC)同步触发,实现信号的时间对齐;
分析处理模块:Intel i7–8700 CPU @ 3.20 GHz平台,用于数据处理与模型训练/推理。
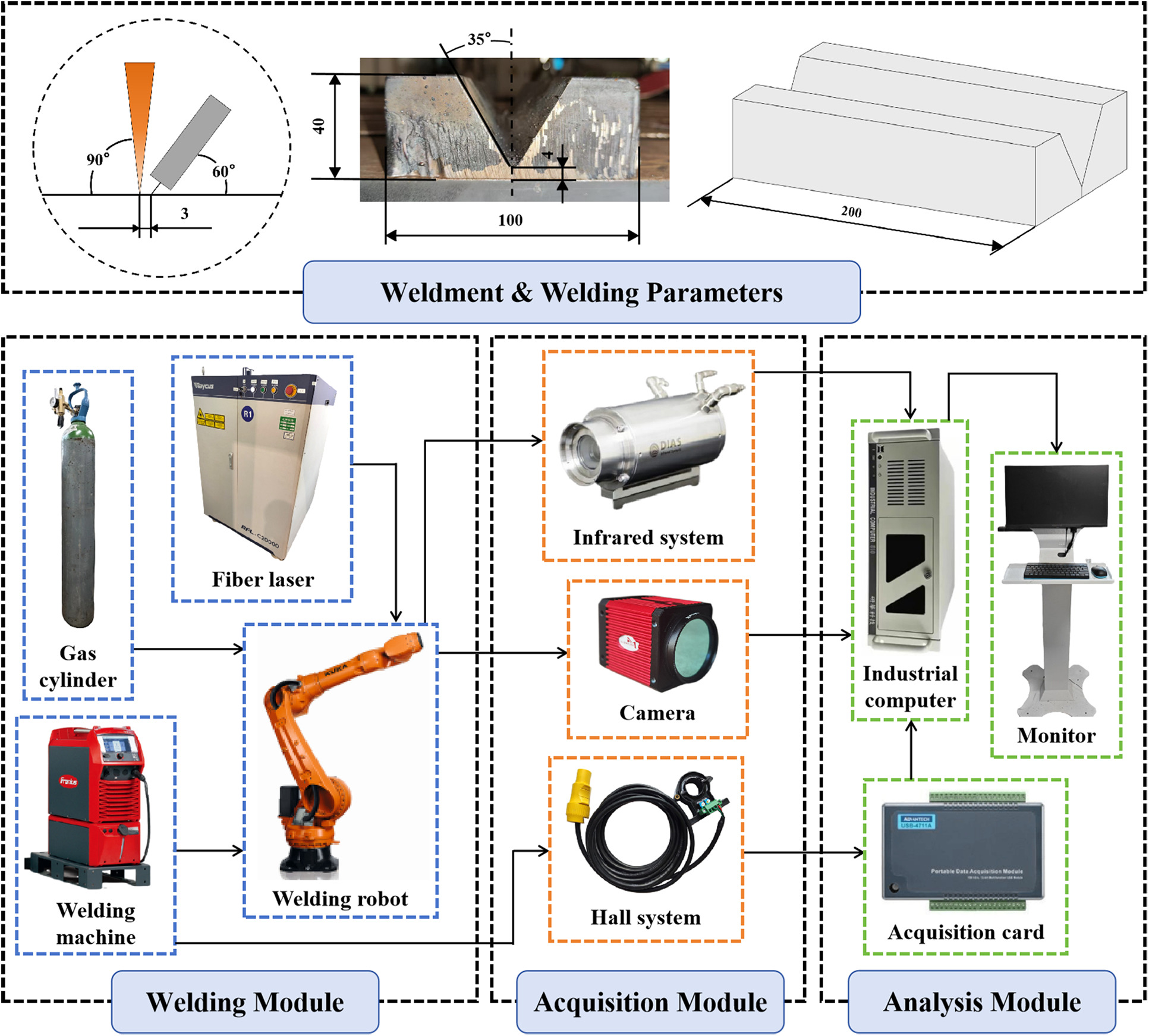
实验工件与焊接参数
工件:造船钢,尺寸200 mm×100 mm×40 mm,70°Y型坡口,4mm钝边,0mm根间隙;焊接丝为1.2mm直径造船钢匹配丝;
变量参数:通过调整焊枪偏移(0–5mm)、保护气体流量(0–22L/min)、焊接速度(0.2–1.5m/min)、激光功率(2000–8000W)、送丝速度(2–18m/min) 生成不同焊接缺陷,参数调整范围贴合工业实际偏差。
数据集构建与验证方案
样本标签:5类焊接状态(成形良好、偏移、表面气孔、根部驼峰、未焊透),共44道焊缝;

数据集划分:31道焊缝用于模型训练与验证,13道焊缝用于独立测试,避免过拟合;
验证方法:采用对比实验(与经典机器学习/集成学习模型对比)、消融实验(验证特征组贡献度、模型模块有效性)、实时性测试(统计全流程处理时间),多维度验证方案的有效性。
信号采集频率:根据各信号的物理特性设计差异化采集频率,兼顾信息完整性与处理效率:熔池图像30Hz,熔池温度512Hz,焊接电流5000Hz。
(二)核心实施步骤
论文的技术方法形成了 “信号采集→预处理→特征提取→融合标准化→特征选择→模型训练与推理” 的完整技术闭环,每一步均有明确的解决目标,上下游逻辑关联紧密,步骤化执行流程如下:

步骤1:多源信号同步采集
通过IPC向熔池相机、线扫红外热成像系统、数据采集卡发送同步触发信号,采集激光-MAG复合焊接过程中的熔池/匙孔图像、焊接电流、熔池温度三类信号,实现时间维度的对齐,为后续融合奠定基础。
步骤2:多源信号预处理
解决目标:降低噪声干扰、统一处理单元、提取有效信号区域,将原始异构信号转化为可分析的基础数据;
处理逻辑:针对不同信号的特性设计差异化预处理方法,均以100ms为基本处理单元,保证多源信号的时间维度匹配。
步骤3:多源特征提取
解决目标:从预处理后的信号中提取具有判别性的特征,将原始数据转化为高维特征向量;
处理逻辑:图像信号采用深度学习方法提取深度特征,电/热信号采用时域统计方法提取工程特征,兼顾特征的判别性与计算效率。
步骤4:特征融合与标准化
解决目标:整合多源特征,消除特征间的尺度差异,提升模型学习效率;
处理逻辑:将图像、电流、温度特征拼接为统一的40维融合特征向量,采用Z-score标准化消除尺度差异,生成16174个特征样本。
步骤5:融合特征选择
解决目标:剔除冗余特征,降低维度灾难、提升模型推理速度与泛化能力;
处理逻辑:采用RF/KNN/SVM多模型平均排列重要性法,对40维融合特征进行重要性排序,选取前23维特征作为模型输入,剔除17维冗余特征。
步骤6:缺陷分类模型训练与推理
解决目标:构建高精度、高实时性的缺陷识别模型,实现激光-MAG复合焊接缺陷的在线分类;
处理逻辑:构建Stacking-PSO-LightGBM集成模型,以RF/KNN/SVM为基学习器,PSO优化LightGBM超参数作为元学习器,通过5折交叉验证训练模型,最终实现测试集的缺陷在线推理。
(三)关键技术细节
本部分拆解论文原文明确披露的可直接复用的核心技术细节,包括传感器参数、数据处理算法、特征提取方法、模型超参数等,为课题研究提供具体的技术参考:
多源信号预处理核心算法
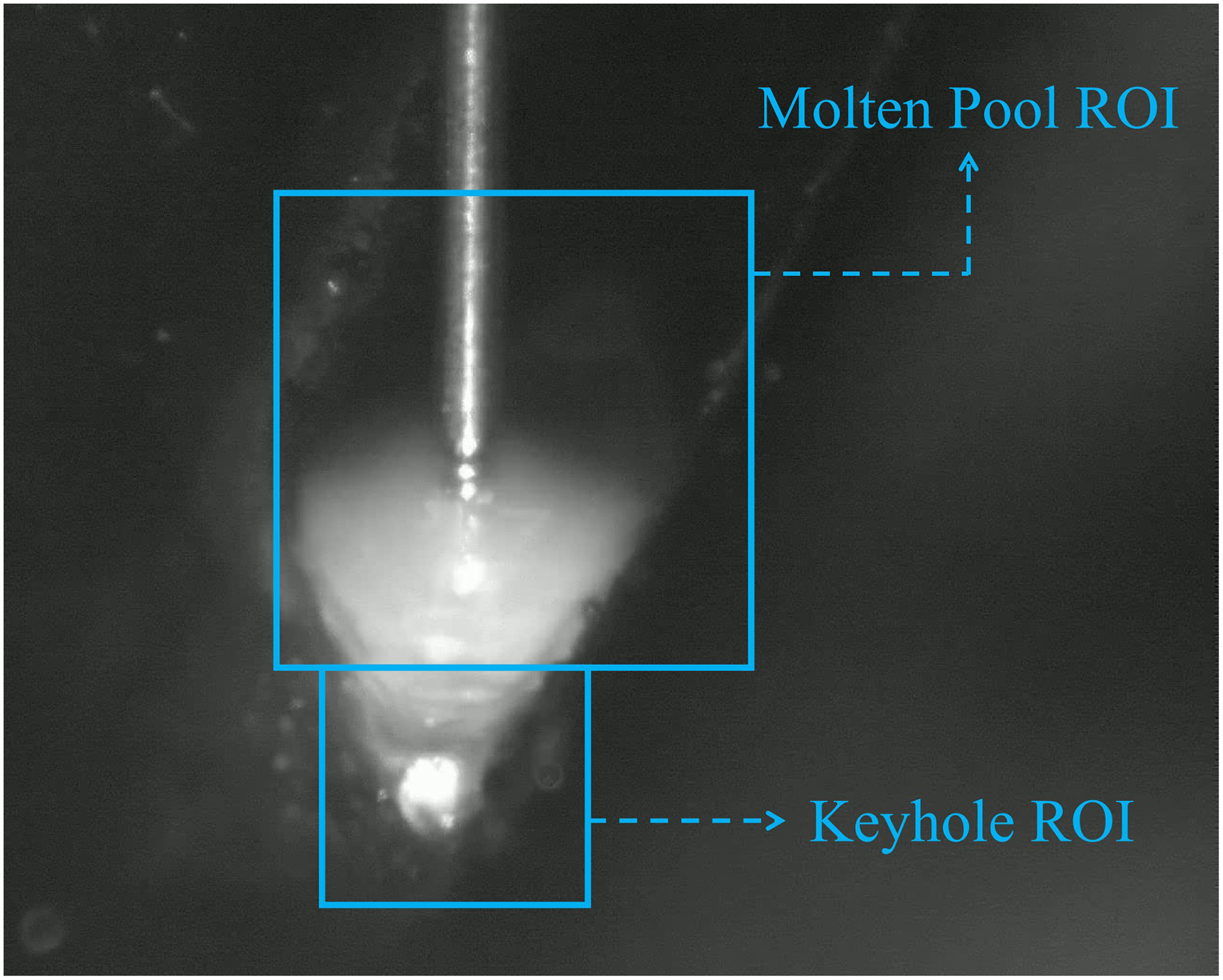
熔池/匙孔图像:采用固定ROI裁剪(无需YOLO等算法,兼顾实时性)+滑动窗口帧采样(3帧取中间帧,帧移1帧,保证时间连续性);
焊接电流:Symlets8小波基去噪(消除高频电弧噪声与电磁干扰)+分帧(500采样点/帧,对应100ms)+汉宁窗加窗(抑制频谱泄漏,窗函数按论文公式(1)设计);
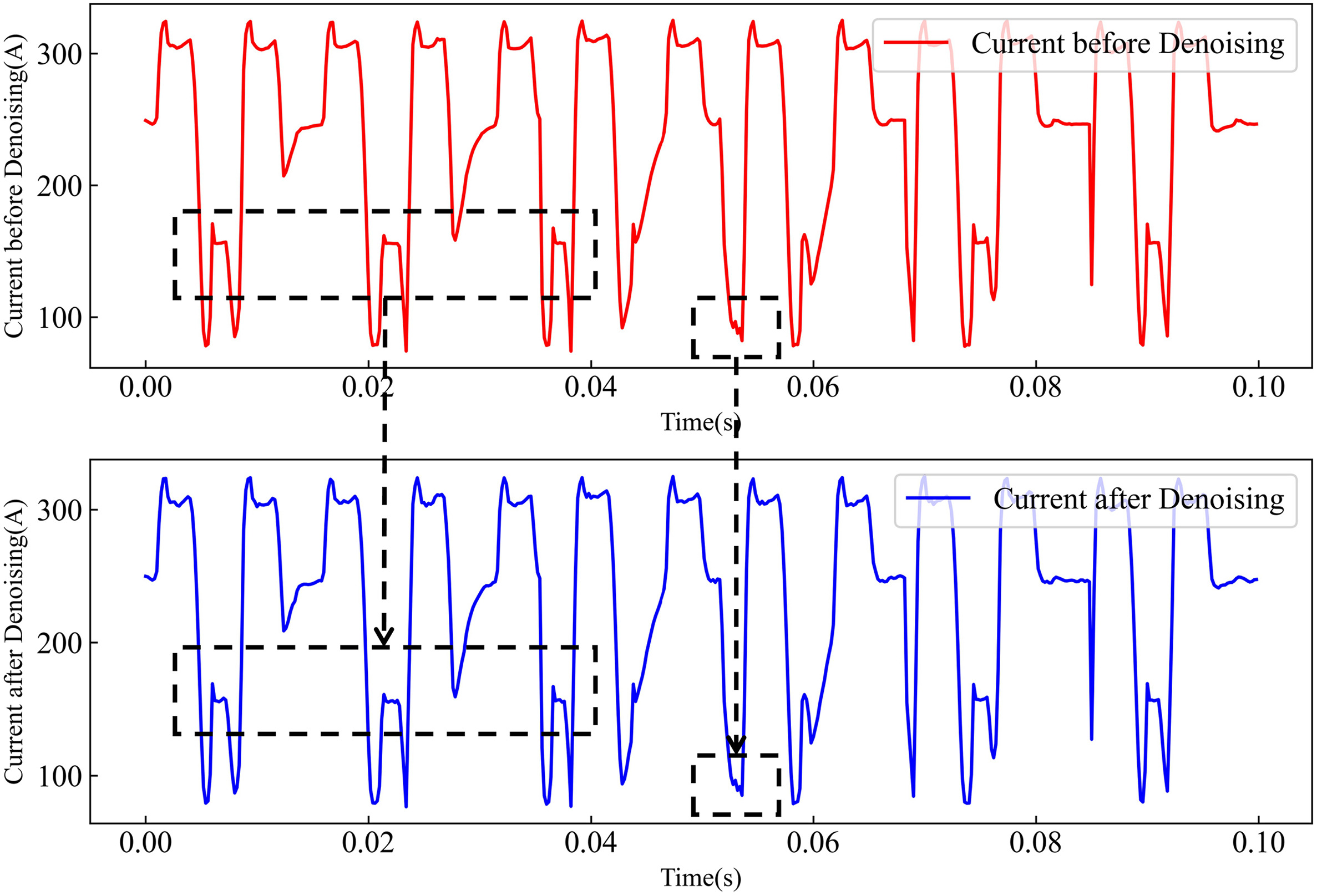
小波去噪前后的电流信号
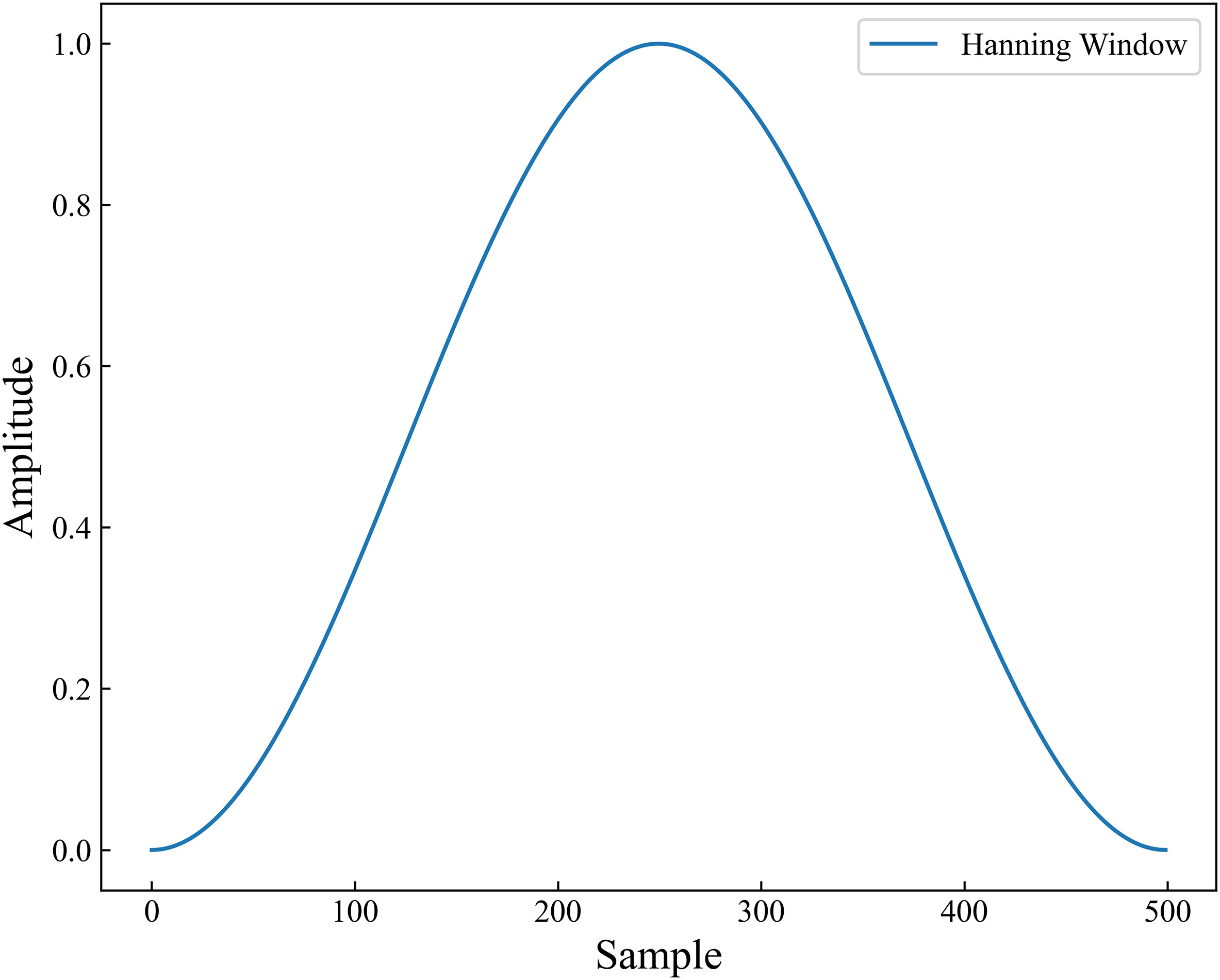
汉宁窗口函数
熔池温度:从线扫红外的512个温度点中选取200/280/360三个特征点(280为熔池中心峰值点,200/360为熔池边缘梯度点,兼顾温度分布的中心与边缘特征),提取特征点的时间序列后进行分帧+汉宁窗加窗,且采用温度相对比值(280/200、360/200、280/360)替代绝对温度,降低噪声干扰。
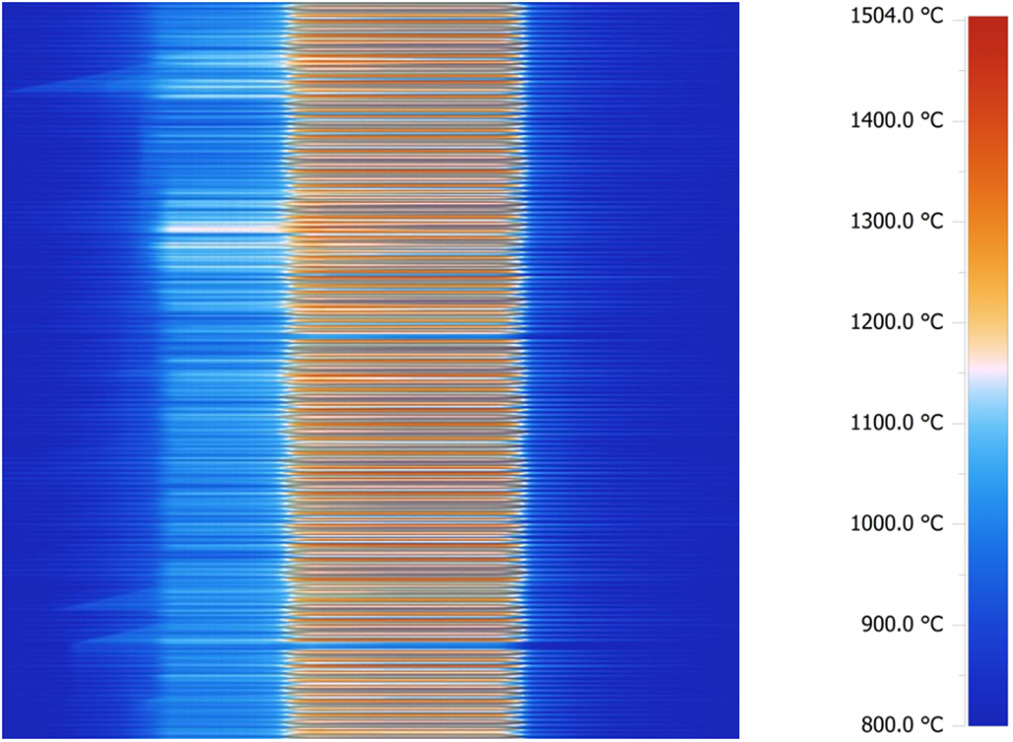
温度测量图像
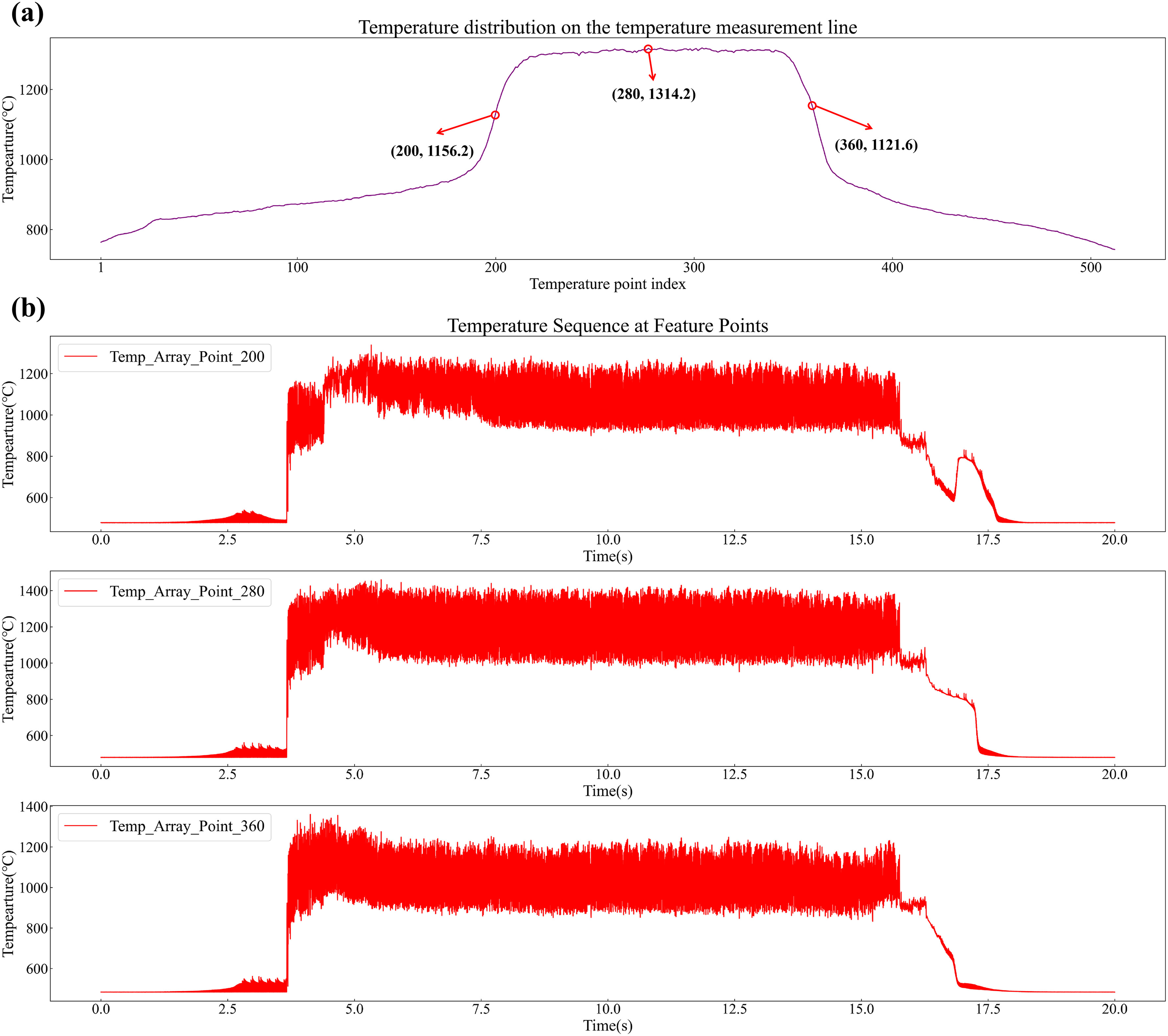
温度信号预处理:(a)特征点的选择;(b)红外温度测量线的特征点序列
特征提取核心方法与参数
Ghost-ResNet18图像特征提取:论文的核心改进点,设计逻辑为选择性轻量化——将ResNet18的大部分Basic Block替换为Ghost Bottleneck,仅保留3个用于下采样和通道扩展的Basic Block(保证特征表示能力);最后全连接层输出12维特征,熔池+匙孔图像共提取24维深度特征;该网络在熔池图像测试集准确率96.71%,匙孔图像94.88%,单帧推理时间16.52ms;
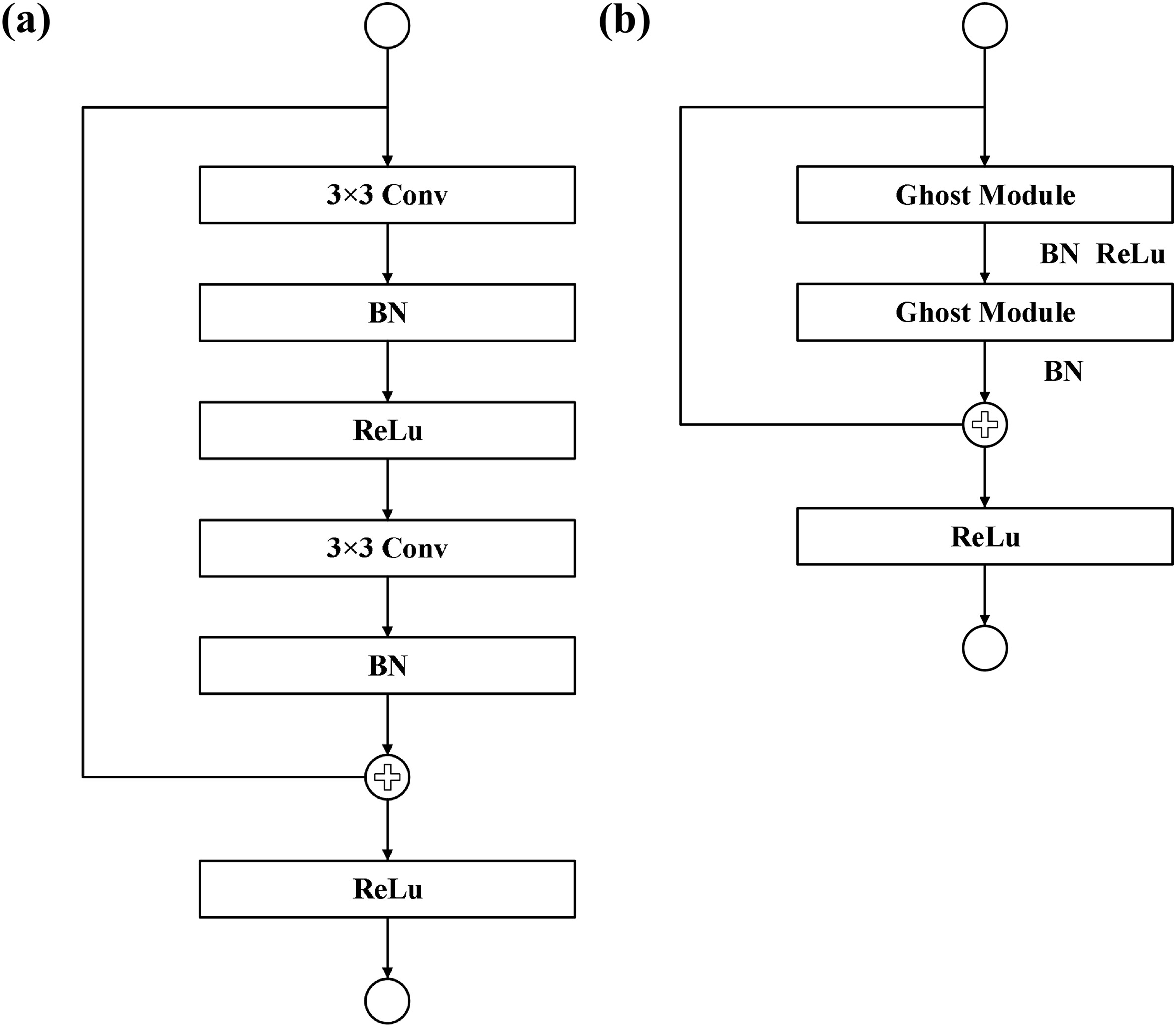
网络中的模块结构:(a)Basic Block;(b)Ghost Bottleneck
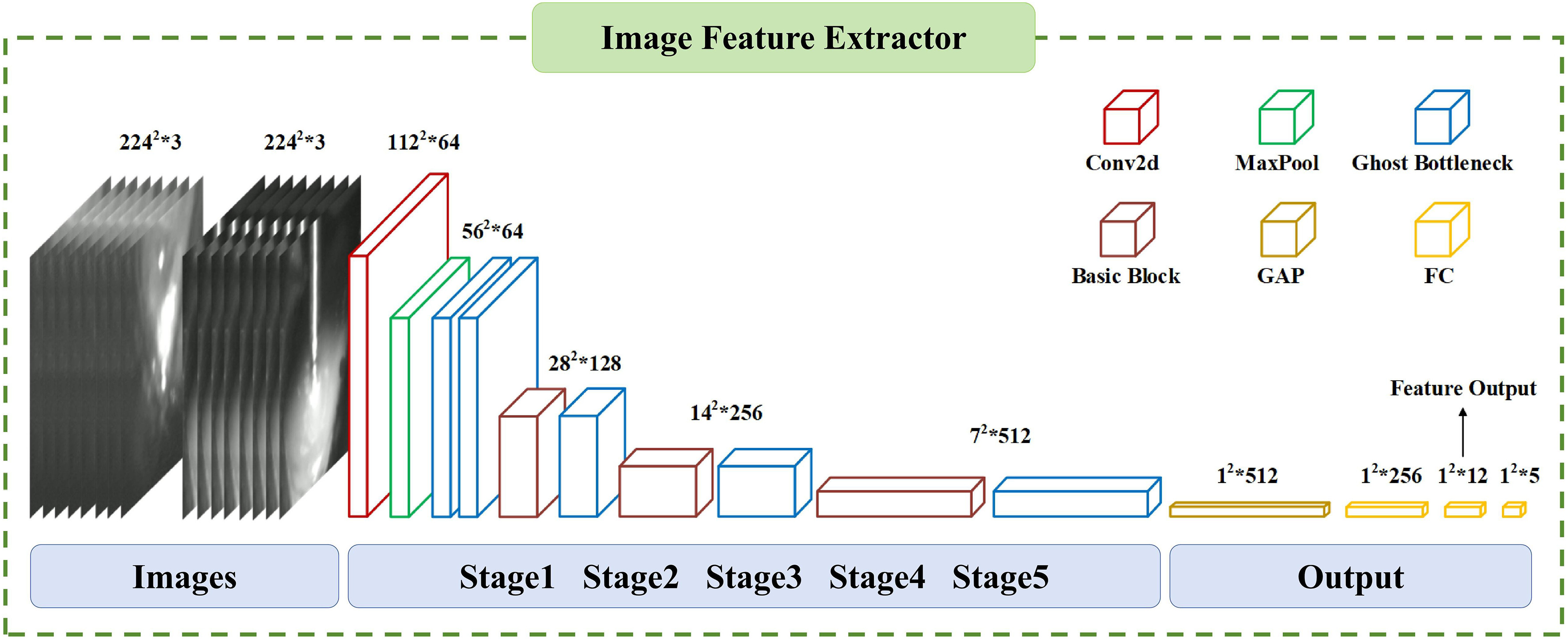
Ghost-ResNet18 的网络架构
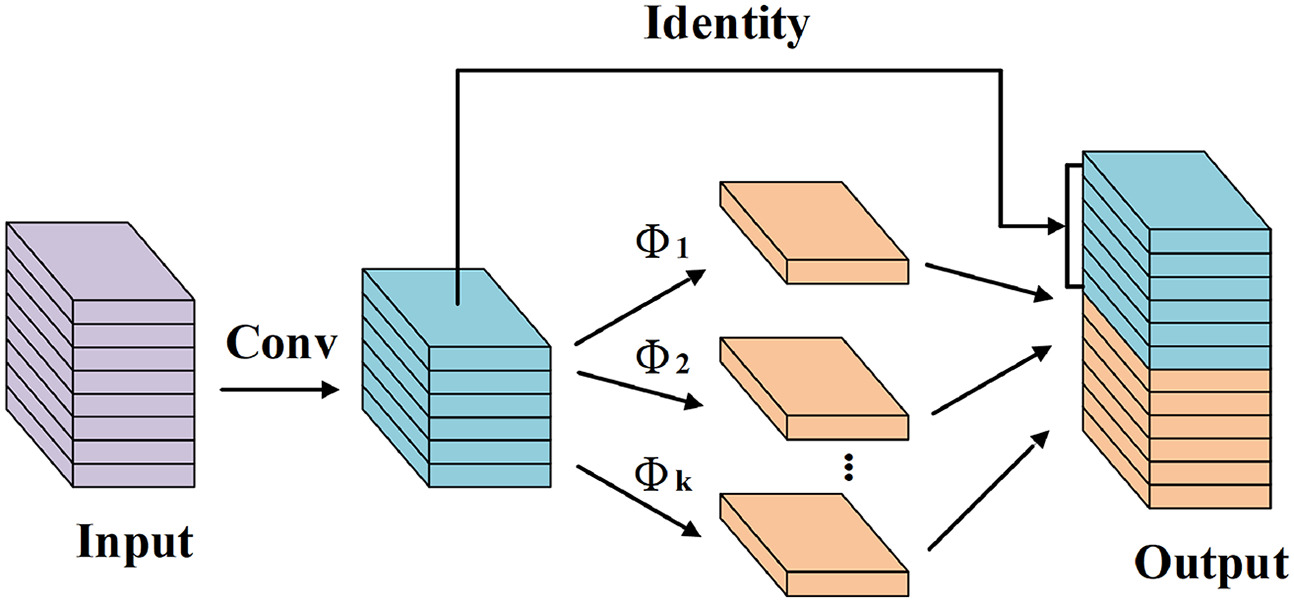
Ghost Bottleneck的结构
焊接电流时域特征:提取7个核心特征(RMS、P2P、Ku、Sk、STD、Var、H),计算公式按论文公式(4)-(10)设计,能有效表征电弧稳定性与热输入变化;

当前特征可视化:(a) C-RMS;(b) C-P2P;(c) C-Ku;(d) C-Sk;(e) C-STD;(f) C-Var;(g) C single bond H
熔池温度特征:从3个温度相对比值序列中各提取Mean、RMS、Max三个统计特征,共9维特征,能有效表征熔池的温度梯度变化。

温度特征可视化:(a) 280/200 点;(b) 360/200 点;(c) 第 280/360 点
特征选择核心方法 采用排列重要性法,核心步骤为:对单个特征进行K次随机置换,计算模型性能变化量作为特征重要性;为降低单一模型的偏置,将RF/KNN/SVM的特征重要性分数经Min-Max归一化(映射至[0,1])后取平均值,按分数降序排序选取前23维特征,冗余特征剔除率42.5% 。
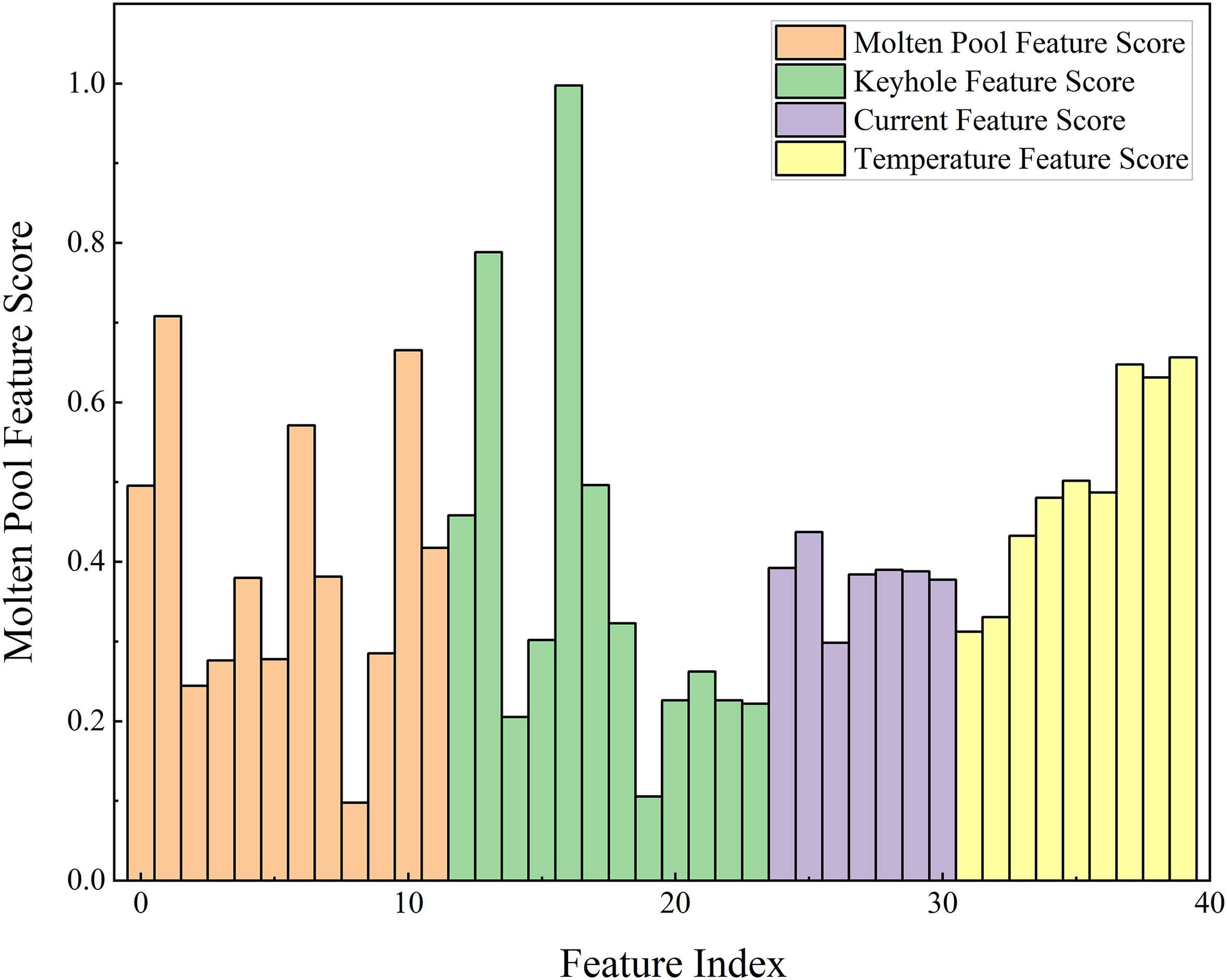
置换重要性评分
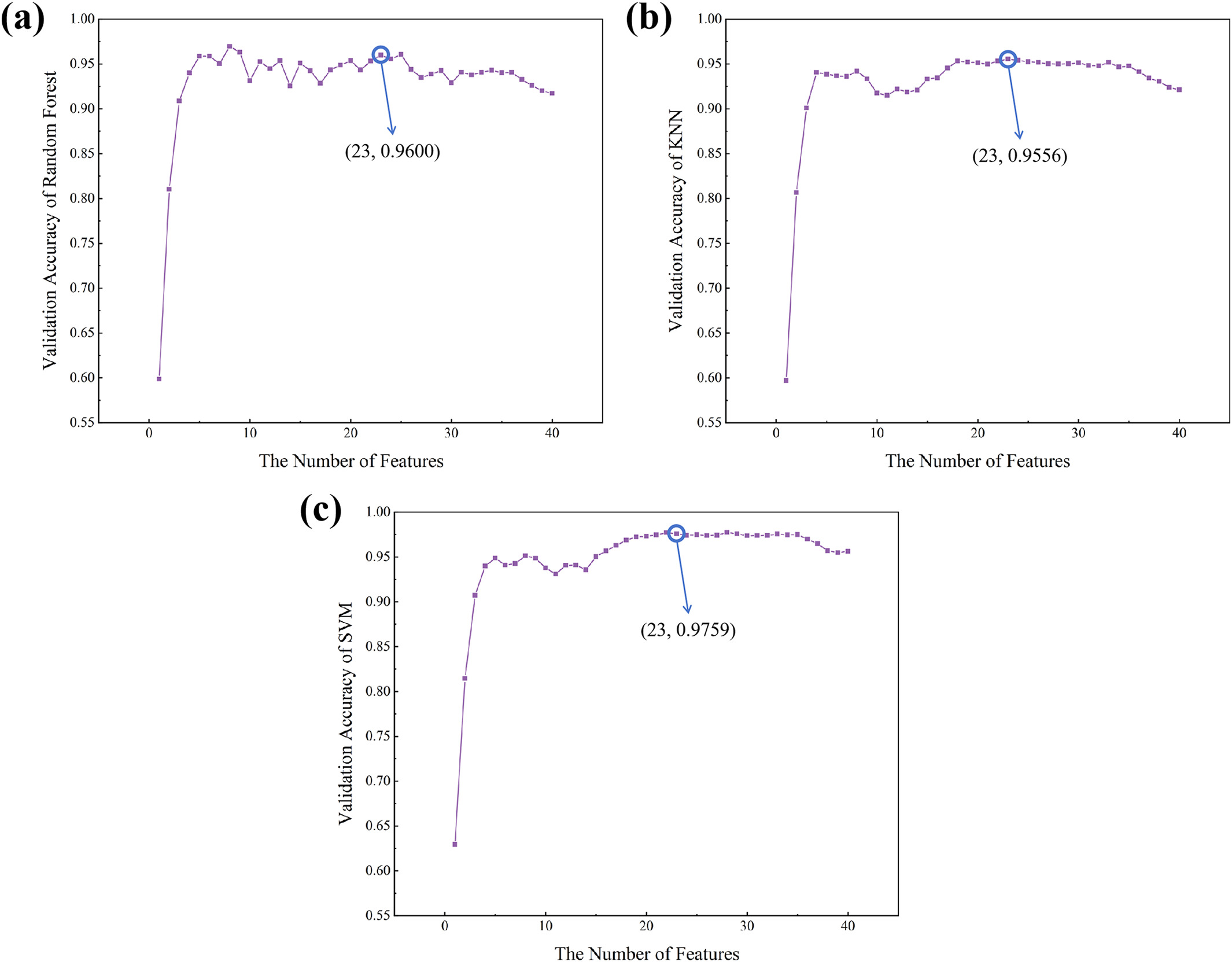
特征维度递增模型的验证准确率趋势:(a) 随机森林;(b) KNN;(c) SVM
Stacking-PSO-LightGBM模型核心参数
Stacking框架:5折交叉验证,训练集按8:2划分为训练/验证子集,基学习器RF/KNN/SVM的预测结果作为元学习器的输入,避免数据泄漏;
PSO超参数优化:优化LightGBM的2个核心超参数,搜索范围为n_estimators[1,2000]、learning_rate[0.0001,1];
模型推理效率:在Intel i7–8700 CPU平台,模型单样本平均推理时间0.08ms,满足实时性要求。
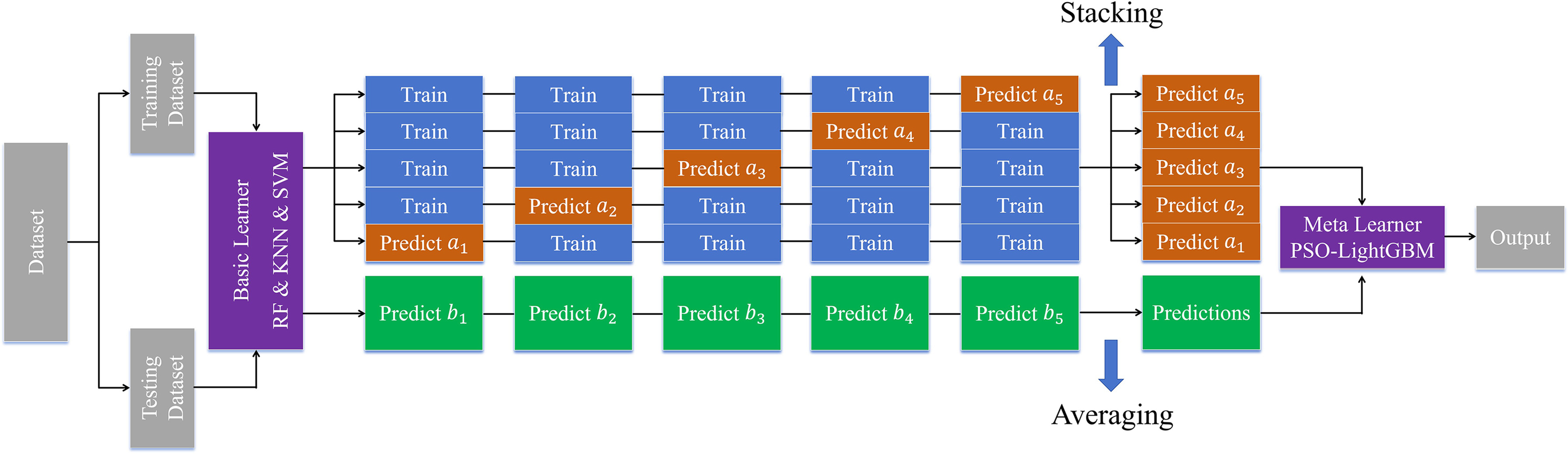
堆叠集成学习算法的训练过程
三、学术创新与研究价值
本模块从差异化学术创新和研究价值两个维度,提炼论文的核心贡献,创新点均对应现有研究的局限性,研究价值结合学术理论与工程实际,全程以论文原文量化结果为支撑。
(一)差异化学术创新
论文的创新点均围绕激光-MAG复合焊接缺陷监测的现有研究局限展开,无杜撰对比研究,核心差异化创新点如下:
填补激光-MAG复合焊接多物理信号融合监测的研究空白
针对现有研究仅集中于视觉传感的局限,首次将熔池/匙孔图像、焊接电流、熔池温度三类多物理信号进行特征级融合,系统验证了多源信号在激光-MAG复合焊接缺陷监测中的互补性,为该工艺的多源监测提供了系统化的方案。提出Ghost-ResNet18轻量级视觉特征提取网络,兼顾精度与实时性
针对传统ResNet18参数量大、易过拟合、实时性不足的问题,设计选择性轻量化的Ghost-ResNet18网络,在保留3个关键下采样Basic Block的基础上,将其余模块替换为Ghost Bottleneck;相比ShuffleNetV2、MobileNetV4-ConvSmall等经典轻量级网络,图像识别准确率显著提升,且单帧推理时间仅16.52ms,适配工业在线监测的轻量化需求。提出多模型平均排列重要性的特征选择方法,提升高维融合特征的维度约减鲁棒性
针对单一模型特征重要性评估存在偏置的局限,融合RF(树模型)、KNN(距离模型)、SVM(核模型)三类不同类型模型的特征重要性结果,经Min-Max归一化后平均,有效剔除42.5%的冗余特征,相比单一模型的特征选择方法,模型验证准确率更高,泛化能力更强。构建Stacking-PSO-LightGBM集成模型,实现缺陷识别的高精度与高稳定性
针对单一机器学习模型识别精度有限、集成学习超参数难以优化的局限,设计以RF/KNN/SVM为基学习器、PSO优化LightGBM为元学习器的Stacking集成模型;相比单一基学习器(RF96.00%、KNN95.56%、SVM97.59%)和其他集成方法(NCL97.32%、BMA95.81%),识别准确率提升至98.86%,且Precision、Recall、F1-score均表现优异,无明显分类偏置。量化多源信号各特征组的贡献度,为工业传感方案设计提供量化依据
通过特征消融实验,系统验证了各特征组对缺陷识别的贡献度:剔除匙孔图像特征准确率下降6.65%(核心贡献)、剔除电流特征下降5.67%、剔除温度特征下降4.67%、剔除熔池图像特征下降4.64%;明确了匙孔图像特征在激光-MAG复合焊接缺陷识别中的核心作用,为工业端多源传感系统的硬件选型和配置提供了量化参考。
(二)研究价值
论文的研究价值从学术理论补全和实际落地潜力两个维度展开,均以论文原文的量化结果和实验设计为支撑,无主观夸大:
1. 学术理论补全
完善了激光-MAG复合焊接质量在线监测的多源信息融合理论体系,明确了特征级融合在该工艺中的适用性、最优特征组合与各特征组的贡献度,为后续该领域的多源融合研究奠定了理论基础;
丰富了焊接领域深度学习轻量化的应用范式,提出的Ghost-ResNet18选择性轻量化设计思路,为焊接视觉检测的轻量级模型设计提供了新的参考,解决了传统CNN在工业端部署的算力瓶颈;
为高维多源融合特征的维度约减提供了更鲁棒的解决方案,提出的多模型平均排列重要性法,可推广至各类工业过程的多源信息融合建模,降低单一模型的评估偏置。
2. 实际落地潜力
满足工业实时性要求:算法全流程平均处理时间78.23ms,可在普通Intel i7–8700 CPU平台运行,无需高端算力,轻量化特性适配工业机器人焊接的在线监测部署;
贴合工业实际应用场景:实验基于造船钢实际焊接工艺,缺陷生成源于工业常见的工艺参数偏差,数据集标签与工业生产的焊接缺陷类型一致,方案具有直接的工程转化价值;
降低工业传感系统构建成本:通过量化各特征组的贡献度,可为工业端多源传感系统的硬件选型提供依据,无需盲目增加传感器,在保证监测精度的前提下降低传感系统的构建与维护成本;
识别精度高:5类典型缺陷识别准确率98.86%,远高于工业实际应用的精度要求,能有效实现焊接缺陷的早期识别,降低后续返工成本。
四、研究启发与缺口挖掘
本模块从可复用技术与思路和研究缺口与切入思路两个维度展开,可复用内容均为论文原文明确披露的可迁移方法,研究缺口优先基于论文结论部分的局限性与未来展望,配套可执行的切入思路,直接服务于课题研究。
(一)可复用技术与思路
论文的技术方法和设计逻辑具有较强的跨场景迁移性,可直接复用于焊接领域的其他工艺或工业过程的质量监测,以下为可复用内容及适配场景、注意事项:
多源异构信号的同步采集与预处理框架
可复用内容:固定ROI+帧采样的图像预处理、Symlets8小波基去噪+汉宁窗的电信号预处理、特征点选择+相对比值的热信号预处理,且以固定时间单元统一多源信号处理尺度;
适配场景:电弧焊、激光焊、激光-TIG复合焊等各类焊接工艺的在线质量监测,也可推广至冶金、化工等工业过程的多源传感数据处理;
复用注意事项:需根据不同工艺的特性,调整ROI区域、小波基类型、温度特征点位置和时间处理单元。
CNN轻量化的选择性替换设计思路
可复用内容:保留传统CNN中负责下采样和通道扩展的核心模块,将其余基础模块替换为轻量化模块(如Ghost Bottleneck),在保证特征提取能力的同时降低模型参数量和推理时间;
适配场景:焊接、机械加工、电子制造等工业视觉缺陷检测场景(算力有限、要求实时性);
复用注意事项:需根据数据集规模调整轻量化模块的替换比例,数据集规模较小时避免过度轻量化,防止特征提取能力不足。
多模型平均排列重要性的高维特征选择方法
可复用内容:选择树模型、距离模型、核模型等具有互补性的基模型,分别计算特征重要性,经归一化后平均,按分数进行维度约减;
适配场景:各类工业过程的多源信息融合建模(如焊接、化工、电力),适用于高维融合特征的维度约减;
复用注意事项:基模型需选取具有不同学习机理的模型,避免模型同质化导致的评估偏置。
Stacking-PSO-轻量级模型的集成学习框架
可复用内容:以经典机器学习模型为基学习器,通过交叉验证生成元特征,采用PSO优化轻量级梯度提升模型(如LightGBM)作为元学习器,实现缺陷分类;
适配场景:焊接、冶金、汽车制造等工业过程的质量分类任务;
复用注意事项:根据任务需求调整基学习器的组合,针对不同模型调整PSO的优化参数范围和迭代次数。
特征消融实验的设计思路
可复用内容:通过逐一剔除单一特征组,验证各特征组对模型性能的贡献度,量化特征的重要性;
适配场景:各类多源信息融合的建模研究,用于明确各传感信号的核心价值;
复用注意事项:消融实验需保证其余特征组的一致性,仅改变目标特征组,确保实验结果的可靠性。
(二)研究缺口与切入思路
论文原文在结论部分明确提出了研究的局限性,结合论文的研究边界,挖掘出4个核心研究缺口,并配套可执行的极简切入思路,为后续课题研究提供方向:
研究缺口:仅实现5类表面/浅表层缺陷的识别,未涉及焊接内部缺陷(如内部气孔、夹渣、微裂纹);且现有传感器无法全面捕捉焊接过程的各类物理信号。
切入思路:引入光谱信号、电弧声信号、激光温度信号等更多传感信号,通过工业CT等手段构建包含内部缺陷的焊接数据集,拓展多源融合的信号维度以实现内部缺陷的识别。研究缺口:模型验证仅基于单一工件材料(造船钢) 和单一坡口形式(70°Y型坡口) ,缺乏对不同材料、不同坡口/接头形式的泛化性验证。
切入思路:选取铝合金、不锈钢等典型焊接材料,以及T型接头、搭接接头、对接接头等工业常见接头形式,构建多材料、多接头的焊接缺陷数据集,采用迁移学习优化模型,提升模型的泛化能力。研究缺口:算法仅在桌面CPU平台验证,未结合工业边缘计算硬件部署,且未验证实际工业环境的抗干扰能力(如现场振动、粉尘、弧光干扰)。
切入思路:将算法移植到工业边缘计算设备(如嵌入式GPU、FPGA、工业控制器),针对工业现场的噪声和干扰设计数据增强策略,优化算法的鲁棒性,完成工程化部署与现场验证。研究缺口:仅实现焊接缺陷的在线识别,未结合缺陷成因建立工艺参数的闭环调控,无法从根本上解决焊接缺陷问题。
切入思路:建立焊接缺陷类型与工艺参数偏差(激光功率、焊接速度、送丝速度等)的定量映射关系,结合缺陷识别结果设计工艺参数的实时调整算法,构建“监测-识别-调控”的激光-MAG复合焊接质量闭环控制系统。研究缺口:实验为静态焊接条件,未考虑工业机器人焊接的动态轨迹偏差对监测结果的影响,与实际工业生产场景存在一定差距。
切入思路:引入机器人轨迹传感信号,将轨迹偏差特征融入多源融合特征中,优化模型以适应机器人动态焊接的场景,提升算法的工业适配性。
五、论文完整逻辑链梳理
本文严格基于论文原文,梳理论文提出问题→分析问题→设计方案→实验验证→得出结论的完整研究逻辑链,明确其科研思路与写作逻辑:
提出问题:针对激光-MAG复合焊接机理复杂导致单传感器监测信息不全、可靠性低,且该工艺的多源信息融合研究匮乏的行业痛点,提出研究基于多源信息融合的激光-MAG复合焊接典型缺陷在线监测方法,解决该工艺智能化监测的核心问题。
分析问题:首先分析现有多源融合策略的优劣,确定特征级融合为最优选择(兼顾信息保留和处理效率);其次分析视觉、电、热信号在焊接缺陷监测中的互补性,确定整合熔池/匙孔图像、焊接电流、熔池温度三类信号;最后分析传统特征提取和建模方法的局限,明确需要设计轻量化特征提取网络和鲁棒的集成学习模型。
设计方案:设计了“多源信号同步采集→差异化预处理→多方法特征提取→特征融合与标准化→多模型特征选择→Stacking-PSO-LightGBM模型构建”的完整技术方案,其中创新设计Ghost-ResNet18轻量级网络、多模型平均排列重要性特征选择方法,解决传统方法的精度与实时性矛盾。
实验验证:搭建激光-MAG复合焊接的多源信息采集实验平台,基于造船钢构建5类缺陷的数据集,通过对比实验验证模型相比经典方法的精度优势,通过消融实验验证各特征组的贡献度和模型各模块的有效性,通过实时性测试统计算法全流程处理时间,多维度验证方案的可行性。
得出结论:验证了多源信息融合+集成学习的方法能实现98.86%的激光-MAG复合焊接缺陷识别准确率和78.23ms的平均处理时间,满足工业实时在线监测要求;明确了匙孔图像特征在缺陷识别中的核心贡献(准确率下降6.65%);同时指出研究的局限性,提出引入更多传感信号、结合边缘计算、构建闭环控制系统等未来研究方向,为该领域的后续研究提供了思路。
【个人思考衔接】
▢ 对论文方法的疑问与验证思路:
▢ 可直接复用在自身课题的内容:
▢ 拟拓展的研究方向: